


Ever wondered how those sleek, durable window frames in modern buildings are made? The answer lies in a fascinating manufacturing process that transforms raw metal into precision-engineered profiles. Aluminum window extrusion is the backbone of contemporary fenestration, yet few people understand what truly sets quality profiles apart from the rest.
Aluminum window extrusion is a manufacturing process where heated aluminum alloy billets are forced through precision-engineered dies to create window frame profiles with consistent cross-sectional shapes, combining lightweight strength with exceptional design flexibility.
Think of it like squeezing toothpaste through a tube—except the "toothpaste" is superheated metal, and the opening is a carefully crafted steel die that shapes every contour of your window frame. This process creates what industry professionals call an aluminium profile, and it's revolutionizing how architects and builders approach modern construction.
You might be asking yourself: why aluminum? After all, wood and vinyl have been around for decades. Here's what makes this material stand out for window applications:
These advantages explain why architects increasingly specify aluminum for commercial buildings, high-rise residential projects, and premium homes where performance matters.
Understanding how your window profiles are made helps you evaluate quality and ask the right questions when sourcing materials. The journey from raw metal to finished extrusion frame involves precise temperature control and massive hydraulic pressure.
The process begins with aluminum alloy billets—cylindrical logs typically 18 to 24 inches long—that are heated to approximately 450°C to 500°C (roughly 850°F to 930°F). At this temperature, the metal becomes malleable without melting, achieving a plastic-like state that allows it to flow through the die.
A hydraulic ram then applies tremendous force, pushing the softened aluminum through a steel die engineered to create your specific aluminum window profile shape. As the material emerges, it's rapidly cooled using air or water quenching to lock in the desired mechanical properties.
What happens next is crucial for quality: the profile undergoes stretching to relieve internal stresses and correct any slight distortions. Finally, it's cut to length and prepared for surface treatments like anodizing or powder coating.
This entire sequence—from billet preparation through finishing—determines whether you'll receive profiles that fit precisely, perform reliably, and look beautiful for years to come. In the sections ahead, we'll dive deeper into each manufacturing stage and reveal the quality factors that separate exceptional suppliers from the rest.

Now that you understand the fundamentals, let's pull back the curtain on exactly how your aluminum extrusions come to life. Most suppliers gloss over these details, but understanding each manufacturing stage helps you recognize quality—and spot potential problems before they reach your job site.
The creation of premium aluminum extrusions involves far more than simply pushing metal through a die. Each step in the process directly impacts the structural integrity, surface finish, and dimensional accuracy of your finished window profiles. Miss one critical detail, and you could end up with profiles that warp, crack, or fail prematurely.
Imagine a carefully choreographed sequence where temperature, pressure, and timing must work in perfect harmony. Here's the step-by-step journey your extruded aluminium profiles take from raw material to finished product:
What separates exceptional profile aluminum from mediocre product? The answer lies in precise control of several interconnected variables throughout manufacturing.
Temperature consistency matters enormously. If the billet temperature is too high, the metal flows too easily—potentially causing dimensional deviations or surface tearing at sharp corners. Too low, and the press struggles to push material through the die, creating incomplete fills or excessive die wear. Experienced manufacturers maintain billet temperatures within tight tolerances, often using multi-zone furnaces with programmable logic controls to monitor every variable.
Extrusion speed affects quality in surprising ways. Complex shapes may emerge from the press at just one or two feet per minute, while simple profiles can run at speeds exceeding 200 feet per minute. The speed must balance against temperature and pressure to maintain consistent grain structure throughout the extruded aluminium track and profile cross-section.
Homogenization is your hidden quality indicator. When aluminum alloys are cast, alloying elements tend to concentrate unevenly—a phenomenon called segregation. Proper homogenization redistributes these elements uniformly, which directly impacts:
Suppliers who skip or rush homogenization may offer lower prices, but their profiles often exhibit streaking, inconsistent hardness, or premature failure under stress.
Quench rate determines final performance. The transition from extrusion temperature to room temperature must occur within a specific window to achieve optimal properties. Quench too slowly, and alloying elements precipitate in undesirable locations, reducing strength. Quench too aggressively on thin-walled profiles, and distortion becomes a problem.
Understanding these manufacturing variables empowers you to ask meaningful questions when evaluating suppliers. A manufacturer who can explain their process controls, temperature monitoring, and quality verification steps is far more likely to deliver profiles that perform as specified. With the manufacturing process demystified, let's examine how alloy selection influences everything from thermal performance to finishing options.
Here's a secret most suppliers won't volunteer: the alloy number stamped on your aluminium window profiles tells you more about performance than almost any other specification. Yet many buyers focus exclusively on dimensions and price, overlooking the metallurgical decisions that determine whether their windows will perform flawlessly for decades—or develop problems within years.
The aluminum alloy you select influences everything from how smoothly your profiles extrude to how beautifully they accept finishes. It affects structural capacity, corrosion resistance, and even thermal behavior. Understanding these differences puts you in a stronger position when evaluating suppliers and specifications.
Walk into any fenestration factory worldwide, and you'll find one alloy appearing again and again: 6063. This isn't coincidence—it's the result of decades of industry experience proving that this particular aluminum section delivers the optimal combination of properties for architectural applications.
What makes 6063 so special for aluminium frame production? According to Yaji Aluminum's material selection guide, 6063-T5 offers an excellent balance of strength, corrosion resistance, formability, and aesthetic surface finish. This alloy is highly extrudable and supports precise profile shapes required for window frames, sashes, and accessories.
The magic lies in its chemical composition. With magnesium and silicon as primary alloying elements, 6063 achieves:
But what about situations demanding greater structural capacity? That's where understanding the 6061 alternative becomes valuable.
When comparing 6063 versus 6061, you're essentially weighing aesthetics and formability against raw strength. As noted by Ryerson's metal resources guide, 6061 boasts impressive strength—with higher tensile and yield strength than most architectural alloys—enabling it to withstand greater forces and mechanical loads.
Consider 6061 when your project involves:
However, 6061 comes with trade-offs. Its coarser grain structure makes it less suited for detailed or aesthetic finishes compared to 6063, and it requires more extrusion pressure to form complex shapes. For most residential and commercial window applications, these compromises aren't worth the extra strength.
| Property | 6063 Aluminum | 6061 Aluminum |
|---|---|---|
| Tensile Strength | Lower (≥157 MPa typical) | Higher (up to 310 MPa) |
| Corrosion Resistance | Very Good | Good |
| Surface Finish Quality | Very Good | Good |
| Extrudability | Excellent | Moderate |
| Formability | Very Good | Good |
| Ideal Applications | Architectural, aesthetic window profiles | Structural, load-bearing components |
| Anodizing Suitability | Excellent | Acceptable |
Now, what about those T5 and T6 designations you see on specifications? These temper codes indicate heat treatment conditions that dramatically affect mechanical properties.
According to KIMSEN Aluminium, the difference between tempers comes down to cooling method during quenching. T5 uses air cooling for a natural temperature reduction, while T6 employs water quenching for instantaneous cooling—pushing the aluminum to achieve higher hardness requirements.
For most aluminium window profiles, 6063-T5 provides sufficient strength while keeping costs reasonable. Reserve 6063-T6 for extruded aluminum sections requiring enhanced mechanical properties, such as commercial storefronts or curtain wall systems facing demanding structural specifications.
The bottom line? Unless your engineer specifically requires higher strength for structural reasons, 6063-T5 remains the industry standard for good reason. It delivers the perfect balance of workability, appearance, and durability that modern window systems demand. With alloy selection clarified, let's explore how different window types require unique profile designs to achieve optimal performance.
You've selected the right alloy—but that's only half the equation. The shape of your window profile determines everything from how well it handles wind loads to how easily it accepts weatherstripping and glazing. Different window styles demand fundamentally different extrusion geometries, and understanding these distinctions helps you specify profiles that actually perform as intended.
Think about it this way: a sliding window and a casement window experience completely different stresses. One needs smooth aluminium track extrusions for effortless operation, while the other requires robust hinged connections that resist years of repeated opening cycles. The profile design must anticipate these demands from the very beginning.
Each window style presents unique engineering challenges that influence how manufacturers design their extrusion dies. Here's what you should know about the major categories:
Beyond basic window type, the dimensional specifications of your profiles directly influence structural capacity, glazing options, and thermal performance. Frame depth is perhaps the most critical variable.
Deeper frames offer several advantages:
However, deeper profiles also mean larger sightlines that reduce visible glass area. Architects constantly balance these trade-offs when specifying window profiles for different applications.
Wall thickness requirements follow industry standards for good reason. According to AAMA 101/I.S.2-97, the standard wall thickness tolerance defined by the Aluminum Association applies to all window frame extrusions. For residential applications, minimum wall thicknesses typically start at 0.062 inches (1.6mm), while commercial ratings demand 0.070 inches (1.8mm) or greater at critical structural points.
Tolerance control during manufacturing determines whether your profiles fit together properly in the field. High-quality manufacturers maintain dimensional tolerances within ±0.05mm according to Chalco's production standards—precision that ensures consistent assembly without excessive shimming or modification.
Profile geometry also impacts manufacturing complexity. Thin walls, sharp corners, and asymmetric shapes require more sophisticated dies and slower extrusion speeds. This translates to higher tooling costs and potentially longer lead times for custom designs. When specifying complex aluminium window profiles, discuss manufacturability with your supplier early—minor design adjustments can significantly reduce costs without compromising performance.
For projects exceeding 3-4 square meters per window opening, consider increasing profile thickness or adding intermediate posts to enhance structural integrity. Large spans amplify wind loads and thermal expansion effects, making robust frame geometry essential for long-term performance.
Understanding how profile design influences both manufacturing and installation prepares you for the next critical consideration: thermal break technology and its dramatic impact on energy performance.
Here's a truth most suppliers dance around: standard aluminum conducts heat approximately 1,000 times more efficiently than insulating materials. Sounds impressive—until you realize this means your beautiful aluminum window extrusions can act like thermal highways, letting expensive heated or cooled air escape right through the frame. This is the elephant in the room that separates truly energy-efficient windows from those that merely look the part.
Think about leaving a metal spoon in a hot cup of coffee. Within seconds, the handle becomes warm to the touch. That's thermal bridging in action—and traditional aluminum window frames work exactly the same way. During summer, they pull scorching heat indoors. In winter, they leech warmth right out of your living spaces, forcing your HVAC system into overtime.
The solution? A deceptively simple engineering innovation called a thermal break.
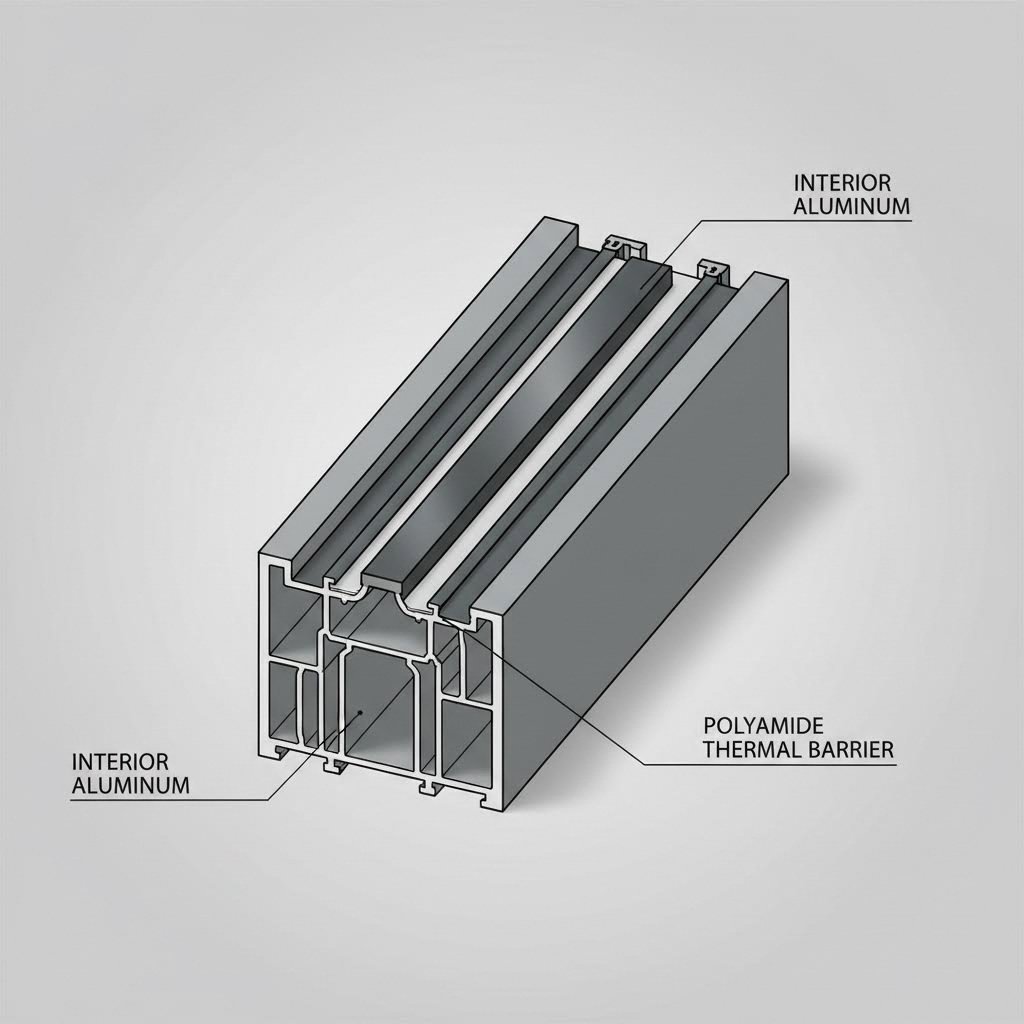
A thermal break is essentially an insulating barrier inserted between the interior and exterior portions of your aluminum window extrusion profiles. This barrier completely severs the thermal bridge, preventing temperature from traveling through the solid metal frame.
According to Gladiator Window and Doors, inserting a polyamide bar into aluminum window frames can slow the transfer of heat, cold, and even noise by up to 1,000 times compared to non-broken frames.
Imagine the sturdy plastic handle on a cast-iron skillet. The pan can be sizzling hot on the stovetop, but the handle stays cool enough to grip safely. Thermal breaks function as that protective handle for your entire home—allowing you to enjoy aluminum's strength, sleek appearance, and longevity without sacrificing energy performance.
The impact on measurable performance metrics is dramatic. Non-thermally broken aluminum frames typically exhibit U-factors above 0.60, meaning significant heat loss occurs through the frame itself. High-quality aluminium window extrusions with advanced thermal breaks achieve U-factors as low as 0.15—putting them in the same performance league as premium fiberglass systems. Remember, U-factor works like a golf score: lower numbers indicate better insulating performance.
But when does thermal break technology actually matter? Consider these scenarios:
For most residential and commercial projects, thermally broken aluminium window frame extrusions have become the default specification—not a premium upgrade.
Manufacturers create thermally improved aluminum window extrusions using two primary methods. Understanding the differences helps you evaluate supplier capabilities and make informed specification decisions.
Polyamide Strip Insertion: This method begins with two separate aluminum profiles—one for the interior surface and one for the exterior. Each piece features precision-machined channels designed to receive rigid polyamide strips (typically PA66 reinforced with 25% glass fiber). The strips connect the two aluminum sections, and industrial rollers crimp the entire assembly into a single, unified frame.
According to Kronos Precision Extrusion, polyamide thermal barriers were developed in Germany as an alternative to earlier technologies and have dominated European fenestration for decades. The glass-fiber reinforcement orients in three dimensions, enabling these strips to handle all fenestration types—including oversized and impact-resistant systems.
Pour-and-Debridge (P&D): This technique starts with a single, wide aluminum extrusion containing a structural cavity running along its length. Liquid polyurethane is poured into this pocket and allowed to cure. Once hardened, a saw cuts away the metal "bridge" at the bottom of the cavity, completely severing the connection between inner and outer frame portions. The only remaining bond is the strong, insulating polyurethane.
Developed in North America during the 1950s, pour-and-debridge systems remain prevalent in that market. However, according to industry documentation, P&D systems experienced historical issues with "dry shrinkage" that exposed some installations to water penetration problems.
| Characteristic | Polyamide Strip Insertion | Pour-and-Debridge |
|---|---|---|
| Thermal Conductivity | 0.3 W/m²K | 0.12 W/m²K |
| Expansion Coefficient | 2.5×10⁻⁵/K (nearly identical to aluminum) | 15×10⁻⁵/K (significantly higher than aluminum) |
| Shrinkage Risk | No thermal or dry shrinkage | Potential shrinkage over time |
| Design Flexibility | Various widths and multi-chamber options available | Limited by cavity geometry |
| Structural Integrity | Excellent long-term composite strength | May experience reduced composite strength |
| Market Prevalence | Dominant in Europe, growing in North America | Traditional in North America |
Why does expansion coefficient matter so much? Aluminum window extrusion profiles experience constant thermal cycling as outdoor temperatures fluctuate. When the thermal barrier expands at a dramatically different rate than the aluminum—as occurs with polyurethane—stress builds at the bond interface. Over years of heating and cooling cycles, this mismatch can compromise the connection between barrier and frame.
Polyamide strips largely eliminate this concern. With expansion coefficients nearly identical to aluminum (2.5×10⁻⁵/K versus 2.2×10⁻⁵/K), the composite assembly remains stable through temperature extremes. This explains why many extruded aluminum enclosures and extruded aluminum housing applications in demanding environments specify polyamide thermal breaks.
Advanced multi-chambered polyamide strips take performance even further. Instead of solid plastic, these strips contain hollow pockets that trap air—creating an additional insulation layer similar to the air gap in double-pane glass. The wider the thermal break and the more complex its internal chambers, the better the window resists temperature transfer.
Premium aluminium window extrusions can achieve U-factors as low as 0.15 by combining wide, multi-chambered thermal breaks with high-performance glazing. This level of performance often exceeds code requirements and approaches Passive House standards—demonstrating that aluminum frames no longer deserve their historical reputation as energy performance laggards.
With thermal break technology clarified, the next critical decision involves selecting appropriate surface finishes that protect your investment while delivering the aesthetic appearance your project demands.

Your aluminum window profiles have been extruded, heat-treated, and precision-cut—but they're not ready for installation yet. The surface finish you choose determines whether those frames will look stunning for decades or develop unsightly chalking, fading, and corrosion within years. This is where many buyers make costly mistakes, selecting finishes based solely on initial appearance without understanding long-term performance implications.
Think of surface treatments as your window's first line of defense against everything nature throws at it: UV radiation, acid rain, salt spray, temperature extremes, and physical abrasion from cleaning and everyday contact. The right aluminium profile for windows deserves equally thoughtful finish selection.
Anodizing isn't simply painting or plating—it's an electrochemical transformation that actually becomes part of the aluminum itself. According to Alumicor's technical documentation, architectural anodize creates an extremely durable integral coating with exceptional hardness comparable to sapphire. The process accelerates and enhances the natural oxide layer that forms on aluminum, producing uniform protection throughout the surface.
When specifying anodized aluminum window profiles, you'll encounter two primary classifications defined by AAMA 611:
What about color options? Anodized finishes typically range from clear (highlighting aluminum's natural silver tone) through champagne, bronze shades, and black. Darker colors are created by extending immersion time in coloring tanks and increasing metal deposition. While the palette is more limited than painted finishes, anodized surfaces deliver proven colorfastness and exceptional abrasion resistance that paint simply cannot match.
The environmental credentials are equally impressive. Anodized aluminum is non-combustible, 100% recyclable, and poses no health risks—making it an excellent choice for LEED certification projects and environmentally conscious specifications.
When your project demands specific colors or design flexibility beyond anodizing's range, organic coatings enter the picture. Here's where understanding performance specifications becomes critical—the wrong choice can mean recoating costs and aesthetic degradation far sooner than expected.
Powder Coating involves electrostatically applying dry polyester, epoxy, or hybrid resin to the aluminum surface, then curing it under heat to form a hard protective layer. According to Woodminium's coating guide, powder coating offers wide color variety, uniform finish quality, and resistance to chipping, scratching, and fading.
Standard polyester powders meet AAMA 2604 specifications with moderate UV performance. Premium polyurethane formulations approach higher standards but typically still fall short of fluoropolymer coatings. Expect powder-coated aluminum panel extrusions to deliver 10-15 years of acceptable performance depending on exposure conditions.
PVDF (Polyvinylidene Fluoride) Coating represents the premium tier for architectural applications. According to Sino Extrusion's comparative analysis, PVDF coatings use high-performance fluoropolymer with over 70% resin content, delivering superior UV and weather resistance. These finishes meet AAMA 2605 standards—the most demanding specification for architectural coatings.
| Characteristic | Powder Coating | PVDF Coating |
|---|---|---|
| Performance Standard | AAMA 2604 | AAMA 2605 |
| Expected Lifespan | 10-15 years | 20-25 years |
| UV Resistance | Moderate | Superior |
| Upfront Cost | Lower (baseline) | 30-50% premium |
| Color Retention | Good | Excellent |
| Maintenance Needs | Periodic cleaning, occasional touch-ups | Minimal—periodic gentle washing |
| Best Applications | Budget-sensitive projects, moderate climates | Coastal zones, intense UV exposure, iconic facades |
The cost equation often surprises buyers. While PVDF carries a 30-50% upfront premium over powder coating, its longer lifespan and dramatically lower maintenance requirements frequently make it more economical over 25-year building lifecycles. For aluminum extrusion panels on tall or difficult-to-access facades, the reduced maintenance intervention alone can justify the premium.
So which finish should you specify for your aluminium extrusion trim? Consider these guidelines:
Regardless of finish type, proper maintenance extends coating life significantly. Gentle cleaning with mild detergents, avoiding abrasive materials, and addressing damage promptly keeps your aluminum window profiles looking fresh for years beyond minimum warranty periods.
With surface finish decisions clarified, the next challenge involves verifying that your supplier actually delivers the quality standards they promise—a topic where independent testing and certification become your most valuable tools.
You've specified the right alloy, selected the perfect profile geometry, and chosen a premium surface finish. But here's the uncomfortable question most buyers avoid asking: how do you actually verify that your supplier delivers what they promise? The aluminum window extrusion industry operates with remarkably little transparency, and without proper quality verification, even detailed specifications become meaningless paperwork.
The difference between reliable aluminium window suppliers and problematic ones often comes down to their quality control infrastructure. Understanding what to verify—and how—puts you in control of the outcome before problems arrive on your job site.
Not all certifications carry equal weight. When evaluating aluminium window manufacturers, look for credentials that actually indicate manufacturing capability rather than generic business practices.
According to Profile Precision Extrusions, leading manufacturers maintain Quality Management Systems registered to AS9100D—a globally recognized standard indicating proactive defect identification and risk minimization. This certification matters because it requires documented traceability from raw billet through finished product.
For architectural applications, AAMA certification provides the most relevant performance validation. As noted by Brennan Corporation, the AAMA Gold Label indicates that sample products underwent independent testing per AAMA/WDMA/CSA 101/I.S.2/A440-11 standards—confirming stringent requirements for air leakage, water penetration, and structural strength were met.
What do these certifications actually verify?
Beyond certifications, understanding what tests your aluminium door manufacturers should perform helps you ask the right questions during supplier evaluation.
Dimensional tolerance verification confirms that every aluminium section meets specification. According to Yaji Aluminum's inspection guide, precision tools like optical measurement machines and coordinate measuring machines (CMM) verify extrusion tolerances against customer drawings. For small profiles, ±0.15mm represents typical acceptable tolerance.
Mechanical property testing ensures structural reliability. Universal Testing Machines measure yield strength, tensile strength, and elongation—comparing results against alloy specifications. For example, 6061-T6 should achieve approximately 310 MPa tensile strength versus 190 MPa for 6063-T5. Quick on-site Webster hardness tests can detect incorrect heat treatment or alloy substitution before problems escalate.
Material verification prevents costly alloy substitution. Optical Emission Spectrometry (OES) provides fast, accurate alloy confirmation—essential for verifying that shipments marked as 6063-T6 aren't actually lower-strength alternatives.
Surface quality inspection catches defects before aluminum windows fabrication begins. Salt spray testing per ASTM B117 simulates accelerated corrosion for coated profiles, while cross-hatch adhesion tests verify coating integrity.
When evaluating suppliers, request documentation confirming these capabilities:
Reliable aluminium window suppliers embrace transparency around quality control. If a manufacturer hesitates when you request test documentation or can't explain their inspection protocols, consider that a warning sign. The aluminum extrusion assembly process demands precision at every stage—and quality-focused manufacturers prove their capabilities through documented verification rather than verbal assurances.
With quality verification protocols established, the next step involves understanding how to work effectively with your chosen supplier throughout the custom extrusion process.

You've done your homework—selected the right alloy, specified thermal breaks, and chosen premium finishes. Now comes the moment of truth: actually partnering with a supplier who can transform those specifications into real profiles arriving at your job site on schedule. This is where many projects stumble, not from poor specifications but from misunderstanding the manufacturing relationship itself.
Working with aluminum extrusion suppliers isn't like ordering commodity products from a catalog. Custom window profiles involve tooling investments, production scheduling, and quality verification that demand active collaboration. Understanding what to expect—and what questions to ask—positions you for smoother projects and fewer surprises.
Every custom aluminum window extrusion project begins with one critical investment: the die. According to Clinton Aluminum, typical tooling costs for an extrusion die range from $900 to $1,500, with normal lead times of about 10 to 14 days to produce. Compare this to alternative processes like roll forming, injection molding, or die casting that can take up to 20 weeks—and suddenly extrusion's fast turnaround becomes a significant competitive advantage.
Here's what the custom extrusion timeline typically looks like:
Minimum order quantities (MOQ) vary significantly between suppliers. According to Aluminum Processing Hub, MOQ rules depend on whether an existing die can be reused and how die amortization is structured. Some suppliers offer trial-run options like small pilot runs, while others require minimum volumes to cover tooling costs. Strategies to reduce upfront spend include shared die amortization, co-funded tooling, or phased production that spreads die costs across multiple orders.
Lead times shift based on region, press availability, and global supply chain conditions. Getting typical lead-time ranges for similar profiles and confirming seasonal impacts—like holiday shutdowns or planned maintenance—prevents scheduling surprises. When reviewing an extruded aluminum shapes catalog or aluminum shapes catalog, remember that standard profiles ship faster than custom designs requiring new tooling.
Not all aluminum extrusion suppliers possess equal capabilities. When your project demands complex profiles, tight tolerances, or integrated finishing, evaluating manufacturing infrastructure becomes essential.
Key questions to ask during supplier evaluation:
When reviewing an aluminum extrusion case study or project history from potential suppliers, look for experience with profiles similar to yours. A manufacturer specializing in architectural fenestration understands the tolerances, finishes, and performance requirements that industrial extrusion specialists might overlook.
Common quality issues to watch for during production:
| Issue | Cause | What to Check |
|---|---|---|
| Die lines (surface streaks) | Worn or damaged dies | Request die maintenance records; inspect sample surfaces |
| Dimensional drift | Temperature variation during extrusion | Review in-process inspection frequency and tolerance reports |
| Twist or bow | Improper stretching or cooling | Verify straightness measurements on sample lengths |
| Surface scratches | Poor handling during processing | Ask about protective measures and handling protocols |
| Inconsistent coating thickness | Process control issues in finishing | Request coating thickness measurements at multiple points |
Establishing a clear sample approval process with milestones, acceptance criteria, and change-control procedures prevents scope creep. Make sure your supplier is willing to lock tooling settings and document any authorized deviations before full production starts.
For buyers exploring aluminum extrusions for sale from unfamiliar sources, red flags include refusal to share tolerance matrices, inconsistent answers about secondary operations, or unclear MOQ policies. Transparent suppliers provide detailed cost breakdowns showing die cost, per-piece extrusion, secondary operations, and inspection—enabling apples-to-apples comparison across vendors.
The right manufacturing partner doesn't just deliver profiles—they provide end-to-end support from initial die development through mass production, with capabilities spanning the complete range of surface treatments and fabrication services your project demands. This comprehensive approach, offered by established manufacturers with decades of experience, transforms complex specifications into reliable, repeatable production outcomes.
With supplier relationships and production expectations clarified, the final step involves synthesizing everything you've learned into actionable decision criteria for your specific project requirements.
You've now explored the complete landscape of aluminum window extrusion—from metallurgical fundamentals through manufacturing processes, thermal break technology, surface finishes, and supplier evaluation. The question remains: how do you translate this knowledge into confident decisions for your specific project?
Whether you're an architect specifying aluminium windows profile systems for a commercial tower, a contractor sourcing aluminium profiles for windows on a residential development, or a manufacturer evaluating window extrusion suppliers, the path forward depends on understanding your unique priorities and matching them to the right solutions.
Every successful aluminum door extrusion and window project shares common foundations. Before engaging suppliers or finalizing specifications, ensure you've addressed these critical factors:
The most critical selection criteria for aluminum window extrusion success: alloy specification matched to performance requirements, appropriate thermal break technology for your climate zone, finish selection aligned with exposure conditions, and a manufacturing partner with documented quality verification protocols.
Your project stage determines your immediate priorities. Consider these actionable next steps:
If you're in early design phases: Consult with extrusion specialists before finalizing frame geometries. Minor adjustments to wall thickness, corner radii, or cavity dimensions can dramatically reduce tooling costs and lead times without compromising performance. An experienced aluminum extrusion kit supplier can identify manufacturability optimizations your design team might overlook.
If you're evaluating suppliers: Request material certifications, dimensional inspection reports, and coating verification documentation. Ask about press capacity, die design capabilities, and secondary processing infrastructure. Transparent manufacturers welcome these questions—hesitation signals potential quality concerns.
If you're preparing purchase specifications: Document alloy requirements, temper designations, tolerance limits, finish specifications, and testing protocols explicitly. Reference AAMA standards for performance criteria and require traceability documentation linking finished profiles to source billets.
The aluminum joinery industry continues evolving toward higher performance standards and greater energy efficiency demands. Manufacturers investing in advanced thermal break technology, precision quality control, and integrated finishing capabilities position themselves—and their customers—for success in increasingly demanding markets.
Your window extrusion project deserves more than commodity pricing comparisons. Armed with the technical knowledge from this guide, you're equipped to ask meaningful questions, evaluate supplier responses critically, and specify materials that deliver lasting performance. The secrets your supplier won't volunteer are now yours to leverage—transforming you from passive buyer to informed partner in every aluminum window extrusion decision ahead.
Aluminum window profiles are manufactured through a multi-stage extrusion process. First, aluminum alloy billets undergo homogenization heat treatment to ensure uniform microstructure. The billets are then heated to 450-500°C and forced through precision steel dies using hydraulic presses generating up to 15,000 tons of force. After extrusion, profiles are rapidly quenched, mechanically stretched to correct distortions, cut to length, and artificially aged to achieve T5 or T6 temper. Finally, surface treatments like anodizing or powder coating are applied for protection and aesthetics.
Aluminum window frames offer two main anodizing classes per AAMA 611 standards. Architectural Class I features minimum 18-micron film thickness, passes 3,000 hours of salt spray testing, and is ideal for exterior and coastal applications. Class II provides 10-micron minimum thickness with 1,000 hours salt spray resistance, suitable for interior or protected exterior locations. Color options range from clear and champagne to bronze and black, with darker colors achieved through extended immersion in coloring tanks.
6063 aluminum dominates window applications due to its superior extrudability, exceptional surface finish quality, and excellent corrosion resistance. It produces smooth profiles ideal for anodizing and powder coating. 6061 offers higher tensile strength (up to 310 MPa vs 157 MPa) for structural applications requiring load-bearing capability, but its coarser grain structure makes it less suitable for aesthetic finishes. Most residential and commercial windows use 6063-T5, while 6063-T6 provides enhanced mechanical properties for demanding commercial installations.
Thermal breaks are insulating barriers inserted between interior and exterior aluminum frame sections, completely severing the thermal bridge. Polyamide strips can slow heat, cold, and noise transfer by up to 1,000 times compared to non-broken frames. Non-thermally broken aluminum frames typically have U-factors above 0.60, while quality thermal break profiles achieve U-factors as low as 0.15. Polyamide strip insertion offers superior stability over pour-and-debridge methods due to expansion coefficients nearly matching aluminum.
Key certifications include AS9100D for aerospace-grade quality control with full material traceability, and AAMA Gold Label indicating independent testing for air leakage, water penetration, and structural strength per AAMA/WDMA/CSA standards. Request material certifications with chemical composition and lot traceability, dimensional inspection reports, mechanical property test certificates, and coating thickness records. Reliable suppliers provide salt spray test results and maintain documented quality management systems with complete production chain visibility.




 Servicio en línea
Servicio en línea 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 español
español English
English français
français Deutsch
Deutsch русский
русский português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська










