


Imagine squeezing toothpaste from a tube. The opening shapes the paste into that familiar ribbon. Now picture that same concept, but with superheated aluminum and forces reaching up to 15,000 tons. That's essentially what happens when an extrusion die is used to produce aluminum rods in modern manufacturing facilities.
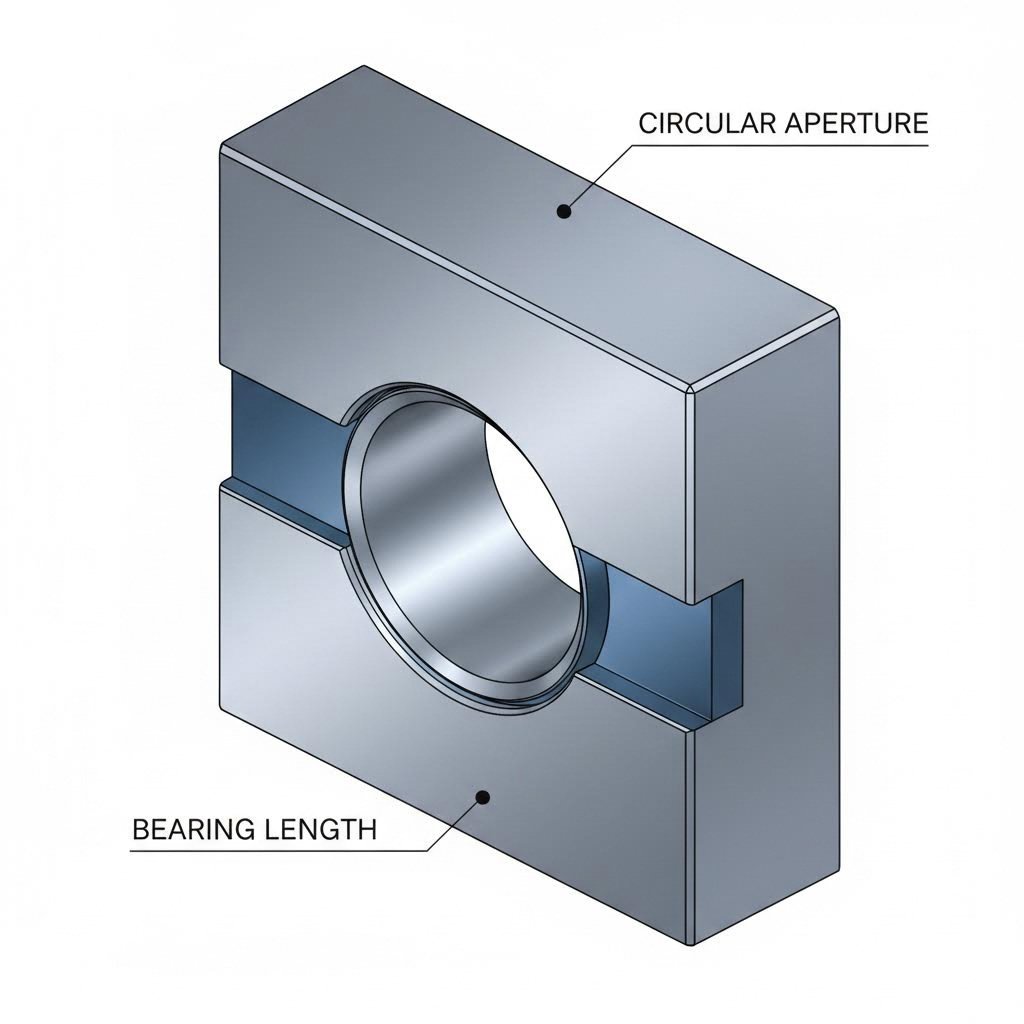
So, what is an aluminum extrusion die exactly? It's a thick, precision-engineered steel disk featuring a carefully designed opening—called an aperture—that determines the exact cross-sectional shape of the finished product. When malleable aluminum alloy passes through this opening under extreme pressure, it transforms into continuous lengths of rod with remarkable dimensional consistency.
The die for aluminum extrusion serves three critical functions simultaneously. First, it shapes the material by defining the rod's cross-sectional profile. Second, it controls the flow of aluminum to prevent defects like warping or uneven thickness. Third, it maintains surface quality by minimizing imperfections during the forming process. Understanding these fundamentals helps both engineering students and industry professionals appreciate why aluminum extrusion dies design requires such meticulous attention to detail.
For rod production specifically, the aluminum extrusion die features a circular aperture that creates the round cross-section you'd expect in a finished rod. But here's what many people don't realize—that circular opening isn't simply a hole punched through steel.
Dies are typically produced from H13 tool steel, then heat-treated to withstand the intense conditions of the extrusion process. The circular aperture must account for several factors:
The die opening defines everything about your rod's geometry. A solid die—the type most commonly used for rod production—has openings that match the desired shape precisely. Unlike hollow dies used for tubes or complex profiles, rod dies are relatively straightforward in design, yet they still demand exceptional precision in manufacturing.
The transformation from raw aluminum billet to finished rod happens remarkably fast. Here's how the process unfolds:
A cylindrical aluminum billet—preheated to approximately 400-500°C—enters the extrusion press. A powerful hydraulic ram applies immense pressure, forcing the softened metal toward the die. As the aluminum reaches the die, it has nowhere to go except through that precisely shaped circular opening.
The metal emerges on the other side as a continuous, uniform aluminum rod. The entire transformation takes just seconds, yet the dimensional accuracy achieved is impressive. This efficiency makes extrusion one of the most practical methods for producing aluminum rods at industrial scale.
The precision of your extrusion die directly determines the dimensional accuracy of every rod produced. Even microscopic variations in the die aperture translate to measurable differences across thousands of feet of extruded product.
This relationship between die quality and rod accuracy explains why manufacturers invest heavily in aluminum extrusion dies design and maintenance. A well-engineered die doesn't just shape metal—it ensures consistency across entire production runs, meeting the tight tolerances demanded by industries ranging from automotive to construction.
Understanding the foundational concepts is one thing—knowing the technical details that make rod production successful is another entirely. The design of aluminum extrusion dies for rod applications involves careful calculations and precise engineering decisions that directly impact every meter of finished product.
What separates a mediocre die from an exceptional one? It comes down to three interconnected factors: aperture geometry, bearing length, and material selection. Get these right, and you'll produce consistent, high-quality rods. Miss the mark on any one, and you'll face surface defects, dimensional inconsistencies, or premature die failure.
You might assume designing a circular opening is straightforward—just drill a round hole, right? In reality, aluminum extrusion die design for rod production involves considerably more complexity.
The circular aperture must account for how aluminum behaves under extreme conditions. When heated aluminum flows through the die, it doesn't move uniformly across the entire cross-section. Material near the center travels faster than material near the edges due to friction against the die walls. This velocity differential can cause problems if the die geometry doesn't compensate appropriately.
Additionally, thermal expansion plays a significant role. The die heats up during operation, causing the aperture to expand slightly. Experienced die designers factor this expansion into their calculations, creating apertures that produce the target rod diameter at operating temperature—not at room temperature. According to research on circular die profiles, even small variations in die geometry can significantly impact extrusion pressures and product quality.
For circular rod profiles, designers also consider:
Modern aluminum extrusion die design software allows engineers to simulate material flow before manufacturing the actual die. These simulations help identify potential issues like uneven flow velocities or excessive pressure zones, enabling corrections before expensive tooling is produced.
If aperture geometry determines the rod's shape, bearing length controls its quality. The bearing—also called the land—is the parallel section of the die opening through which aluminum travels before exiting. This seemingly simple feature has profound effects on your finished product.
Here's why bearing length matters so much: as aluminum passes through the bearing, friction slows the material and influences both surface finish and dimensional stability. Longer bearings increase resistance to aluminum flow, which slows exit speed and typically improves surface quality. However, excessive bearing length creates unnecessary pressure buildup and can accelerate die wear.
For rod production, aluminum extrusion die bearings designs follow specific principles. Since rods have uniform circular cross-sections, the bearing length can remain consistent around the entire aperture perimeter—unlike complex profiles where bearing length varies to control differential flow speeds across the shape.
Research indicates that die land length has a measurable impact on extrusion pressure. Studies have shown that for a given area reduction, extrusion pressure increases when die land length increases, and vice versa. This relationship means designers must balance surface quality goals against pressure limitations of the extrusion press.
Any aluminum extrusion die design guide will emphasize this critical trade-off. Optimal bearing length for rod production typically ranges from 3mm to 10mm, depending on rod diameter and required surface finish. Smaller diameter rods often benefit from shorter bearings, while larger rods can accommodate longer bearings without excessive pressure increases.
The best-designed aperture and perfectly calculated bearing length mean nothing if the die fails prematurely. This is where aluminum extrusion die material selection becomes critical to overall production economics.
H13 tool steel dominates the industry for good reason. This hot-work steel offers an exceptional combination of properties essential for extrusion dies:
After machining, dies undergo heat treatment to achieve target hardness levels. Case hardening and surface treatments like nitriding further enhance wear resistance at the critical bearing surfaces. These treatments extend die life significantly, reducing the cost per extruded rod over the die's service lifetime.
While alternative materials exist, H13 remains sufficient for nearly all rod production applications. The initial investment in quality tool steel pays dividends through reduced downtime, fewer die replacements, and more consistent product quality.
The following table summarizes the relationship between die design parameters and their effects on extruded rod quality:
| Design Parameter | Typical Range for Rods | Effect on Rod Quality |
|---|---|---|
| Aperture Diameter | 5mm - 200mm | Determines final rod diameter; must account for thermal expansion during operation |
| Bearing Length | 3mm - 10mm | Controls surface finish and dimensional stability; longer bearings improve finish but increase pressure requirements |
| Die Angle | 45° - 90° | Influences material flow and extrusion pressure; steeper angles reduce pressure but may affect surface quality |
| Reduction Ratio | 10:1 - 100:1 | Higher ratios produce smaller rods from standard billets; affects required press tonnage and extrusion speed |
| Die Material | H13 Tool Steel | Provides optimal balance of wear resistance, toughness, and thermal performance for extended die life |
These parameters don't exist in isolation—they interact with each other and with process variables like billet temperature, ram speed, and press tonnage. Successful rod production requires understanding these relationships and optimizing the complete system, not just individual components.
With these design principles established, the next logical question becomes: how does the actual extrusion process unfold from start to finish? Understanding the step-by-step sequence reveals how these carefully engineered dies perform their shaping function under real production conditions.
Now that you understand die design principles, let's walk through what actually happens on the production floor. When an extrusion die is used to produce aluminum rods, the process follows a precise sequence where each stage builds upon the previous one. Miss a single step or get the parameters wrong, and you'll end up with rods that don't meet specifications.
The aluminum extrusion die process involves five interconnected stages, each requiring careful control and monitoring. Whether you're producing rods for electrical applications, structural components, or precision machining stock, these fundamentals remain consistent.
Let's examine each stage with the specific considerations that apply to rod production.
Everything starts with the billet—a cylindrical block of aluminum alloy cut from a larger log. For rod production, billets typically weigh between 10 to 30 pounds depending on the target rod dimensions and production run length.
Here's where temperature becomes critical. According to industry research on billet heating, aluminum billets are typically preheated to approximately 400-500°C (750-930°F) before extrusion. This temperature range makes the aluminum malleable enough to flow through the die without requiring excessive force, yet keeps it solid enough to maintain structural integrity.
Why this specific range? Consider what happens at each extreme:
For common alloys used in rod production—like 6063 and 6061—the optimal billet temperature typically falls between 800-925°F (427-496°C). Industrial furnaces use radiant heat or forced convection to warm billets gradually, ensuring uniform temperature throughout the material. This uniformity matters tremendously; a billet that's hot on the outside but cool at the core will flow unevenly through the die, creating inconsistent rod dimensions.
Simultaneously, the extrusion die itself requires preheating to approximately 450-500°C. This preheating serves two purposes: it ensures even metal flow through the aperture, and it maximizes die longevity by reducing thermal shock when hot aluminum contacts the steel surface.
Once the billet reaches target temperature, automated cranes or mechanical loaders transfer it to the extrusion press. Speed matters here—the billet loses heat continuously once removed from the furnace, so minimizing transfer time helps maintain optimal processing conditions.
Before loading, operators apply lubricant to prevent the billet from sticking to press components. A release agent also goes on the extrusion ram to ensure clean separation after each pressing cycle.
Now comes the dramatic part of the die extrusion for aluminum process. The hydraulic press generates tremendous force—typically ranging from 15,000 to 25,000 tons depending on the rod diameter and alloy being processed. This immense pressure pushes the softened billet into the container, where the aluminum expands to fill the chamber walls completely.
With nowhere else to go, the aluminum flows through the die aperture. Imagine squeezing a tube of toothpaste—the principle is identical, just scaled up dramatically. The metal emerges from the die opening as a continuous rod matching the aperture's circular profile.
Several factors require monitoring during this pressing stage:
For production facilities running multiple die configurations, understanding how to change a die on an aluminum extrusion press becomes essential knowledge. Die changes involve cooling the press, removing the existing die assembly, installing the new die with proper alignment, and reheating before resuming production. The aluminum extrusion press die slide cylinders facilitate this changeover by allowing precise positioning of die components within the press structure.
As the rod exits the die, it's still extremely hot and somewhat malleable. A "puller" mechanism grips the emerging rod, maintaining consistent tension as it travels along the runout table. This controlled extraction prevents the soft material from sagging or distorting under its own weight.
Cooling happens through quenching—typically using fans, water spray, or a combination of both. The cooling method affects the rod's final metallurgical properties:
Once the extruded rod reaches the full table length, a hot saw shears it from the still-emerging material. But here's what many people don't realize—the rod isn't finished yet. Despite quenching, it hasn't fully cooled, and it likely has slight dimensional variations from the extrusion process.
The rods transfer to a cooling plain where they reach room temperature. Then comes stretching—a critical step for rod dimensional accuracy. Mechanical grippers clamp both ends of each rod and apply tension, pulling the material until it straightens completely and achieves final dimensional specifications.
This stretching accomplishes several objectives:
After stretching, rods move to a saw table for cutting to customer-specified lengths—commonly between 8 and 21 feet. Finally, depending on the alloy and application requirements, the cut rods may undergo aging in an oven to achieve target temper designations like T5 or T6.
The entire sequence—from heated billet to finished, cut rods—takes surprisingly little time. Yet every parameter at each stage affects the quality of your final product. Understanding this complete aluminum extrusion die process helps you appreciate why precision die design and consistent process control matter so much to rod quality.
You've seen how the extrusion process works and what makes die design so critical. Now comes the question that influences every procurement decision: how much does an aluminum extrusion die cost? The answer depends on several interconnected factors, and understanding them helps you budget accurately while making smarter tooling investments.
Here's the good news if you're producing aluminum rods specifically—rod dies typically fall on the more economical end of the cost spectrum. Why? Because circular profiles require simpler die construction compared to complex architectural shapes or hollow sections. But let's break down exactly what drives aluminum extrusion die cost so you can plan effectively.
The cost for aluminum extrusion die production isn't arbitrary. Several measurable factors combine to determine your final price:
According to Profile Precision Extrusions, most custom dies fall between $1,250 and $1,950 depending on profile type. However, the cost to make aluminum extrusion die for simple rod profiles often comes in lower than these figures because of reduced complexity.
When discussing aluminum extrusion die price, the distinction between die types matters tremendously. Rod production uses solid dies—and that's excellent news for your budget.
Solid dies consist of a single piece with no internal mandrels or bridge structures. They're straightforward to manufacture, require less precision machining, and have fewer components that could fail during operation. For rod applications, the circular aperture simply needs accurate machining and proper bearing length—nothing more complex.
Compare this to hollow dies used for tubes or complex hollow sections. These require:
The cost difference is substantial. Based on industry data from Yaji Aluminum, solid dies typically range from $300 to $800, while hollow dies run $1,000 to $3,000. Semi-hollow dies fall between at $800 to $1,500. For rod production, you're nearly always working with solid dies at the lower end of this range.
This cost advantage extends beyond initial purchase. Solid dies also last longer and require less maintenance than their hollow counterparts, further reducing your cost of aluminum extrusion die ownership over time.
Smart procurement decisions look beyond the initial aluminum extrusion die price to consider total cost of ownership. A die that costs slightly more but lasts twice as long often delivers better value per extruded rod.
How long do dies actually last? For solid dies used in rod production, typical service life ranges from 20,000 to 50,000 kg of extruded material. This lifespan varies based on:
Consider this amortization example: if your custom aluminum extrusion die cost is $600 and it produces 40,000 kg of rod before requiring replacement, your die cost per kilogram is just $0.015. That's a negligible portion of your total production cost.
Proper die maintenance extends this already favorable equation. Regular cleaning removes aluminum buildup that accelerates wear. Periodic inspection catches minor damage before it becomes catastrophic failure. Storage in controlled environments prevents corrosion between production runs.
When evaluating suppliers, don't focus solely on the quoted die price. Ask about expected die life, maintenance recommendations, and whether the manufacturer uses quality tool steel with appropriate heat treatment. A reputable die maker designs for longevity, not just initial function—and that expertise pays dividends throughout the die's service life.
With die costs and value considerations clear, the next critical question becomes: how do you maintain dies properly to achieve that expected service life? Understanding maintenance and correction procedures ensures your investment continues delivering quality rods throughout its intended lifespan.

You've invested in quality tooling and understand the extrusion process—but here's what separates good operations from great ones: consistent die maintenance. When an extrusion die is used to produce aluminum rods day after day, material buildup, surface wear, and dimensional drift inevitably occur. How you address these issues determines whether you achieve that 40,000+ kg service life or face premature die failure.
Aluminum extrusion die life depends heavily on proactive maintenance rather than reactive repairs. Think of it like maintaining a precision instrument—regular attention prevents small issues from becoming expensive problems. Let's explore the specific procedures that keep your rod production running smoothly.
After each production cycle, aluminum residue accumulates within the die aperture and bearing surfaces. This buildup isn't just cosmetic—it directly affects rod dimensions and surface quality. According to research published in the Journal of Environmental Management, dies can accumulate up to 2 kg of aluminum per cycle, requiring thorough cleaning before the next run.
The aluminum extrusion die cleaning sodium hydroxide reclaim process remains the industry standard for removing stubborn metal deposits. Here's how it works:
Important safety note: this process generates hydrogen gas, so adequate ventilation is essential. The spent caustic solution also requires proper handling—it's classified as hazardous waste and needs appropriate disposal or reclamation.
For routine aluminum extrusions die cleaning between shorter runs, mechanical methods may suffice. Brass brushes and specialized picks can remove loose deposits without risking damage to precision bearing surfaces. However, nothing replaces periodic caustic cleaning for thorough restoration of die geometry.
Even with proper cleaning, dies eventually require aluminum extrusion die correction to maintain dimensional accuracy. What exactly is die correction? According to industry experts at Yjing Extrusion, it refers to adjustments made after initial testing or during production runs to ensure extruded profiles meet specified dimensions and quality standards.
For rod production, correction typically addresses these common issues:
Technicians use several methods to correct these problems. Choking involves reducing specific bearing areas to slow metal flow in particular zones—useful when one side of a rod extrudes faster than another, causing dimensional inconsistency. Conversely, relieving enlarges bearing areas to speed up flow where material moves too slowly.
Die pocket modifications can also influence aluminum flow characteristics. By adjusting the shape or depth of the entry pocket, correctors change how material approaches the bearing, affecting both flow balance and final rod geometry. These modifications typically require milling machines or precision grinders operated by experienced die correctors.
Many facilities maintain aluminum extrusion die correction pdf documentation or digital records of all adjustments made to each die. This historical data proves invaluable when troubleshooting recurring issues or training new technicians. It also helps predict when dies might need more extensive intervention.
Here's the question every production manager faces: when does correction become impractical, and replacement become necessary? The answer requires balancing repair costs against the value of continued production and quality requirements.
Watch for these warning signs that indicate a die needs immediate attention:
When maintenance efforts increase but don't restore acceptable performance, replacement typically makes more economic sense. According to Precision Die Systems, waiting too long to retire worn tooling can lead to more severe equipment damage, higher repair costs, and extended downtime.
For aluminum extrusion die repair jobs that fall between simple correction and full replacement, specialized shops can sometimes restore dies through welding, re-machining, or surface treatment. These repairs work best when damage is localized and the die body remains structurally sound. However, if wear affects the entire bearing surface or the die has exceeded its expected service life, investing in new tooling usually delivers better long-term value.
Maintaining detailed records of each die's production history, maintenance interventions, and quality metrics helps you make data-driven replacement decisions rather than relying on guesswork. This systematic approach to die management ensures your rod production maintains consistent quality while optimizing tooling costs over time.
You've maintained your dies properly and your extrusion process runs smoothly—but how do you know the rods coming off your line actually meet specifications? This is where quality control becomes essential. When aluminum extrusion dies produce thousands of feet of rod, even small dimensional variations can compound into significant problems downstream.
Quality verification for extruded aluminum rods involves measuring two primary characteristics: diameter accuracy and length precision. Both require appropriate tools, established procedures, and clear understanding of industry tolerance standards. Let's explore how manufacturers ensure every rod meets customer requirements.
Diameter measurement seems straightforward—grab a caliper and check the rod, right? In practice, achieving reliable diameter verification requires more systematic approaches, especially for high-volume production.
According to measurement experts at Sinoextrud, common inspection tools include calipers and micrometers for basic checks, while CMM (coordinate measuring machines) or optical/laser scanners handle complex verification needs. For rod production specifically, the circular cross-section simplifies measurement somewhat compared to complex aluminum profile extrusion die outputs.
Here's what a proper diameter inspection involves:
When measuring rod diameter, consistency matters as much as accuracy. Technicians should check multiple points along the rod length—typically at both ends and several intermediate locations. They should also rotate the measurement position around the circumference to detect any ovality (out-of-roundness) that might indicate die bearing aluminum extrusion problems or uneven cooling.
What tolerance ranges should you expect? For most industrial applications, standard diameter tolerances follow a percentage-based rule. According to Engineers Edge, wall thickness typically holds to approximately ±10% of nominal dimension. For solid rods, this translates to diameter tolerances that scale with rod size—smaller rods hold tighter absolute tolerances while larger rods allow proportionally greater variation.
After extrusion and stretching, rods must be cut to customer-specified lengths. This post-extrusion cutting directly affects final length accuracy and introduces its own tolerance considerations.
Modern production facilities use automated saw systems that can maintain impressive length consistency. However, several factors influence actual cutting precision:
Standard length tolerances for extruded aluminum rods typically fall around ±0.125 inches per foot of length, though precision applications may specify tighter requirements. For rods destined for CNC machining or assembly into larger structures, discussing specific length tolerances with your extrusion partner before production prevents costly surprises.
Straightness also falls under length-related quality considerations. Industry standards specify straightness tolerance as approximately 0.0125 inches per foot (about 1mm per meter). Rods exceeding this specification may require additional straightening or rejection, depending on application requirements.
Where do these tolerance numbers come from? The Aluminum Extruders Council references standards published in "Aluminum Standards and Data" by The Aluminum Association, which establishes both industry standard and precision tolerance categories.
These standards were developed by technical committees from The Aluminum Association and the American National Standards Institute (ANSI H35.2), balancing manufacturing capabilities with practical design requirements. Understanding these standards helps you specify appropriate tolerances for your application—tight enough to ensure function, but not so restrictive that they unnecessarily increase costs.
Key tolerance categories for extruded aluminum rods include:
| Tolerance Type | Standard Tolerance | Precision Tolerance | Notes |
|---|---|---|---|
| Diameter (Cross-Section) | ±0.012" for small CCD* | ±0.006" or tighter | Scales with circumscribing circle diameter |
| Straightness | 0.0125" per foot | 0.006" per foot | Measured over full rod length |
| Twist | 0.5° per foot | 0.25° per foot | Less critical for circular rods |
| Length | ±0.125" per foot | ±0.062" per foot | Depends on cutting method |
| Surface Finish | 125 Ra max | 63 Ra or better | Affected by die bearing condition |
*CCD = Circumscribing Circle Diameter
Important note: achieving precision tolerances typically requires additional processing steps, slower extrusion speeds, or more frequent inspection—all of which add cost. Standard tolerances work well for most applications, so only specify tighter requirements when your application genuinely demands them.
For hollow sections produced with a hollow aluminum extrusion die, tolerance considerations become more complex due to wall thickness variations and concentricity requirements. However, solid rods benefit from simpler geometry that's inherently easier to control and measure.
One practical recommendation from industry guidance: all critical dimensions should be discussed between purchaser and extruder to determine the most practical tolerances for each specific application. Early collaboration prevents specification mismatches and ensures your aluminum extrusion dies produce rods that meet your actual functional requirements—not arbitrary numbers that drive up costs without adding value.

You understand die design, the extrusion process, cost factors, and quality standards—but here's where theory meets reality: finding the right aluminum extrusion die manufacturers to bring your rod production project to life. This decision impacts everything from initial tooling costs to long-term production consistency and supply chain reliability.
Choosing an aluminum extrusion die supplier isn't simply about finding the lowest quote. It's about identifying a partner whose capabilities align with your specific requirements—whether you need simple solid rod dies or more complex multi-cavity tooling for high-volume production. Let's explore what separates reliable partners from the rest.
When evaluating aluminum extrusion die makers, several technical and operational factors deserve careful consideration. According to Profile Precision Extrusions, you should start by asking what types of extrusions a company specializes in producing—because suppliers typically excel in specific industries that comprise the majority of their business.
Press Tonnage Range: The available press sizes directly determine what rod dimensions a manufacturer can produce. Smaller presses (600T-1500T) handle standard rod profiles efficiently, while larger presses (3000T-5500T) become necessary for larger diameter rods or high-speed production runs. According to research from the Aluminum Extruders Council, the industry has been investing heavily in 10-inch and larger press capabilities, with press lines alone costing $12-25 million depending on size and automation level.
Die Development Expertise: Look for manufacturers with in-house die design and correction capabilities. An experienced aluminum extrusion die shop manager and engineering team can optimize your die design for better material flow, longer die life, and improved surface finish. This expertise proves particularly valuable when specifications require tight tolerances or when you're extruding challenging alloys.
Quality Certifications: According to AlCircle, quality control is essential in extrusion, and you should look for suppliers who are ISO certified or hold other relevant industry certifications. These certifications indicate systematic quality management processes and commitment to consistent output.
Here are additional factors worth investigating:
Sounds complex coordinating separate vendors for die manufacturing, extrusion, and secondary processing? That's exactly why end-to-end service providers offer compelling advantages. When a single partner handles everything from die development through finished rod production, you eliminate coordination headaches and reduce the finger-pointing that can occur when problems arise between vendors.
According to industry guidance, simplifying your supply chain makes sense—a company that offers finished components rather than just raw extrusions helps you save time managing fewer vendors, save money by eliminating multiple markups, and achieve better quality because parts pass through fewer hands.
Comprehensive extrusion partners typically provide:
For aluminum extrusion die manufacturers USA and Canada operations, geographic proximity can reduce shipping costs and lead times for North American projects. However, global suppliers with established logistics networks often provide competitive alternatives, particularly for high-volume production runs where per-unit savings compound significantly.
Consider Shengxin Aluminium as an example of comprehensive manufacturing capabilities. With 35 extrusion presses ranging from 600T to 5500T, they can handle rod production across virtually any diameter specification. Their integrated CNC machining centers enable precise cutting, drilling, and bending to exact specifications—eliminating the need to coordinate with separate fabrication vendors. Technical teams provide support from initial die development through mass production, ensuring design intent translates into manufactured reality. For projects requiring surface treatment, their custom aluminum extrusion and processing services include anodizing in custom colors, powder coating, and PVDF finishing.
When comparing aluminum extrusion dies manufacturer options, use this prioritized checklist to guide your evaluation:
According to industry recommendations, be cautious of unusually low prices—they could signal compromises in service or quality. Transparent pricing that includes any additional charges prevents surprises and builds foundation for productive long-term partnerships.
With your aluminum extrusion die manufacturer selected and production capabilities confirmed, the final step is translating your specific rod requirements into actionable specifications that your partner can execute efficiently.
You've explored die design, understood the extrusion process, learned about costs and quality standards, and know how to evaluate potential partners. Now comes the practical question: how do you actually launch your aluminum rod extrusion project? Whether you're sourcing rods for electrical applications, structural components, or precision machining stock, defining clear specifications upfront saves time, reduces costs, and prevents frustrating revisions later.
Think of this phase as translating your application requirements into manufacturing language. The more precisely you communicate your needs, the better your aluminum extrusion die tooling and production process will perform. Let's walk through the essential specifications you'll need to define before contacting manufacturers.
Before requesting quotes or discussing aluminum extrusion die fabrication with potential suppliers, you need answers to four fundamental questions about your rods:
What diameter do you need? This seems obvious, but consider both nominal dimensions and tolerance requirements. Standard production easily achieves ±0.012" on smaller diameters, but if your application demands tighter precision, specify this upfront. Tighter tolerances may require modified die bearings designs or additional processing steps that affect pricing and lead times.
What lengths work for your application? Extrusion produces continuous material that's cut to length after stretching. Standard lengths typically range from 8 to 21 feet, though custom lengths are readily available. Consider your downstream processing—will you machine these rods into shorter components? Ordering longer stock and cutting in-house might reduce per-unit costs compared to ordering precise short lengths.
Which alloy suits your requirements? For most rod applications, 6063 aluminum delivers an excellent balance of extrudability, corrosion resistance, and surface finish quality. According to industry resources, 6063 is sometimes called the "architectural alloy" because of its widespread use and superior surface quality after finishing. Its yield strength in T6 temper typically reaches 200-240 MPa—sufficient for many structural and decorative applications.
However, if your application demands higher strength, 6061 aluminum offers improved mechanical properties at the cost of slightly reduced extrudability. For electrical conductivity applications, 1350 aluminum might be appropriate. Discuss alloy selection with your extrusion partner early—it affects die design, extrusion parameters, and available surface treatments.
What surface finish does your application require? Mill finish (as-extruded) works for many industrial applications where rods will be further machined or where appearance isn't critical. For decorative or exposed applications, you'll likely want additional surface treatment—which brings us to finishing options.
Surface treatments transform functional aluminum rods into finished components ready for their final application. When making aluminum extrusion dies and planning production, consider which finishing processes your rods will undergo—this can influence die design decisions and material flow optimization.
According to finishing specialists, the choice between anodizing, painting, and powder coating depends on your application requirements and desired appearance. Here's how each option applies to extruded rods:
Anodizing: This electrochemical process creates a protective aluminum oxide layer integral to the metal surface—it cannot peel or flake. Anodizing improves corrosion resistance, allows dyeing for decorative colors, and provides excellent abrasion resistance. For rods experiencing frequent handling or mechanical contact, anodized finishes outlast organic coatings. Aluminum extrusion dies coating considerations matter here—properly designed dies produce the smooth surfaces that anodize most uniformly.
Powder Coating: Electrostatic application of polymer powders by heat curing offers a wide color palette, durability, and UV stability. Unlike liquid paints, powder coating emits no VOCs during application. This finish works well for architectural applications and consumer products where specific color matching is required.
PVDF Coatings: For exterior applications requiring maximum weather resistance, PVDF (polyvinylidene fluoride) coatings provide outstanding UV stability and chemical resistance. These coatings meet stringent AAMA 2605 specifications and are particularly valued for architectural and roofing applications.
When evaluating aluminum extrusion die hard coating requirements, consider how surface treatments interact with rod specifications. Some treatments add measurable thickness to the rod diameter—anodizing typically adds 0.0002" to 0.001" depending on coating class. If your application requires precise final dimensions, specify whether tolerances apply before or after surface treatment.
Shengxin Aluminium offers comprehensive surface treatment capabilities that demonstrate what's available from integrated aluminum extrusion dies tooling and finishing providers. Their options include anodizing in custom colors such as champagne and rose gold, powder coating across virtually any color specification, and PVDF finishing for demanding exterior applications. This integrated approach—from die development through surface treatment—ensures specifications remain consistent throughout the manufacturing process. For projects requiring these finishing capabilities alongside custom aluminum rod production, factory-direct partnerships eliminate coordination complexity between separate finishing vendors.
Early collaboration with die experts during the specification phase prevents costly design changes later. A conversation about your application requirements before aluminum extrusion die fabrication begins often reveals optimization opportunities that reduce costs while improving rod performance.
Ready to move forward? Here's your practical roadmap for initiating an aluminum rod extrusion project:
The aluminum extrusion process—from heated billet through precisely engineered die to finished rod—represents a remarkable manufacturing capability that delivers consistent, high-quality results when properly specified and executed. By understanding die design principles, process parameters, quality standards, and finishing options, you're now equipped to launch your rod extrusion project with confidence.
Whether you need simple solid rods for machining stock or precision components with demanding surface finish requirements, the combination of quality aluminum extrusion dies tooling and experienced manufacturing partners transforms your specifications into reliable production reality.
An extrusion die is a precision-engineered steel disk with a circular aperture that shapes heated aluminum billets into continuous rods. When aluminum heated to 400-500°C is forced through the die under pressures up to 15,000 tons, it emerges as a uniform rod matching the aperture's profile. The die controls the rod's cross-sectional geometry, material flow, and surface quality simultaneously.
Rod diameter directly determines whether the product meets customer specifications and functions properly in its intended application. Even microscopic variations in the die aperture translate to measurable differences across thousands of feet of extruded product. Manufacturers use calipers, micrometers, and go/no-go gauges to verify diameter accuracy, with standard tolerances around ±0.012 inches for smaller diameters.
Solid dies for rod production typically cost $300 to $800, making them among the most economical extrusion tooling options. Key cost factors include profile complexity, circumscribing circle diameter, material grade, and tolerance requirements. Hollow dies cost $1,000 to $3,000 due to their more complex construction with mandrels and bridge structures.
Define four essential specifications: diameter with tolerance requirements, length needed for your application, alloy selection (6063 for general use or 6061 for higher strength), and surface finish requirements. Also consider surface treatments like anodizing or powder coating. Early collaboration with extrusion partners helps optimize these specifications for cost-effectiveness and performance.
Solid dies used in rod production typically last 20,000 to 50,000 kg of extruded material. Die life varies based on alloy hardness (harder alloys reduce life by up to 30%), operating conditions, maintenance quality, and surface treatments applied during manufacturing. Proper cleaning with sodium hydroxide solutions and regular inspection significantly extends service life.




 Servicio en línea
Servicio en línea 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 español
español English
English français
français Deutsch
Deutsch русский
русский português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська










