


Have you ever wondered how manufacturers create those perfectly uniform aluminum profiles you see in window frames, electronics enclosures, and industrial equipment? The answer lies in a powerful manufacturing technique that transforms raw metal into virtually any cross-sectional shape imaginable.
Aluminum extrusion is a manufacturing process that forces heated aluminum alloy through a shaped die opening to create profiles with specific cross-sectional designs. These shapes can be solid, hollow, or semi-hollow, ranging from simple to highly complex geometries.
Understanding this aluminum extrusion definition is essential for anyone involved in product design, procurement, or engineering. The process enables the creation of lightweight yet strong components that serve countless industries—from construction and automotive to aerospace and consumer electronics.
So what is extrusions' real value? It lies in the ability to produce custom shapes with remarkable precision and consistency. Whether you need standard angles and channels or intricate thermal management solutions, extrusion technology delivers profiles that meet exact specifications while optimizing material usage.
Imagine squeezing toothpaste from a tube. When you apply pressure at one end, the paste flows through the opening and takes on that familiar round shape. Now picture doing the same thing with softened aluminum and a precision-engineered opening—that's essentially how aluminum extrusion works.
The aluminum extrusion process begins with a cylindrical billet of aluminum alloy. This billet is heated to soften the metal, making it malleable enough to flow without melting completely. A powerful hydraulic press then forces this heated billet through a steel die—a precision tool with an opening that matches your desired profile shape.
According to American Aluminum, the process really begins at the design stage. Questions about machinability, finishing requirements, and the environment of use determine which alloy to extrude. The intended function of your profile shapes the die design itself.
You might ask: why aluminum specifically? Several properties make it the ideal candidate for extrusion:
What is extruded aluminum used for? The applications span nearly every industry. The aluminium extrusion definition encompasses everything from simple rectangular bars to elaborate heatsink designs with dozens of fins.
The journey from raw material to finished product involves several critical stages. First, the aluminum billet must be softened by heat before being placed into the extrusion press. A hydraulic ram then pushes a dummy block that forces the softened metal through the die opening.
Once extrusion is complete, profiles typically undergo heat treatment to enhance their mechanical properties. According to Gabrian, alloys in the 2000, 6000, and 7000 series can be heat treated to improve tensile strength and yield stress. For example, untreated 6061 aluminum has a tensile strength of 241 MPa, while heat-treated 6061 aluminum reaches 310 MPa.
After heat treatment, profiles can receive various surface finishes—anodizing, powder coating, or painting—to enhance appearance and corrosion protection. Fabrication operations like punching, drilling, and machining bring profiles to their final dimensions.
Understanding these different types of aluminum extrusion—how they're classified by process, geometry, and shape—empowers you to make better procurement decisions. This comprehensive guide unifies all classification systems into one resource, bridging the gap between product catalogs and the technical specifications engineers need.
When you start researching aluminum extrusion profiles, you'll quickly notice something frustrating: different sources categorize them in completely different ways. One supplier talks about hot versus cold extrusion. Another focuses on solid versus hollow shapes. A third organizes everything by profile geometry like angles and channels. Which system should you use?
Here's the reality: all three classification approaches matter, and understanding how they overlap gives you a significant advantage in specification and procurement. Think of it like describing a car—you might categorize it by fuel type (gasoline, diesel, electric), body style (sedan, SUV, truck), or size class (compact, midsize, full-size). Each classification tells you something different and useful.
The following unified taxonomy consolidates these three systems into one comprehensive framework, helping you navigate aluminum extrusions shapes with clarity and confidence.
| Classification System | Categories | Examples | Typical Applications |
|---|---|---|---|
| By Manufacturing Process | Hot Extrusion (800-925°F) | Complex architectural profiles, structural shapes | Building facades, window frames, automotive components |
| Warm Extrusion (800-1800°F below recrystallization) | Moderate-complexity profiles requiring enhanced ductility | Automotive parts, electrical components, medical devices | |
| Cold Extrusion (Room temperature) | High-precision components, fasteners | Precision instruments, electronics housings, hydraulic fittings | |
| By Cross-Section Geometry | Solid Profiles | Bars, rods, angles, flat strips | Structural framing, mounting brackets, trim pieces |
| Semi-Hollow Profiles | Channels with deep recesses, J-shapes | Cable management, edge protection, specialty tracks | |
| Hollow Profiles | Round tubes, square tubes, multi-void sections | Structural tubing, heat exchangers, pneumatic systems | |
| By Profile Shape | Angles (L-profiles) | Equal leg, unequal leg configurations | Corner bracing, structural supports, decorative trim |
| Beams (I, H, T-profiles) | I-beams, H-beams, T-sections | Bridge components, building frameworks, machinery bases | |
| Channels (C, U, Z-profiles) | C-channels, U-channels, Z-bars | Enclosures, window assemblies, conveyor systems | |
| Tubing | Round, square, rectangular tubes | Railings, furniture frames, fluid transport |
The manufacturing process you choose fundamentally affects the mechanical properties and dimensional precision of your finished profile. Hot extrusion remains the most prevalent method in industrial manufacturing because it produces aluminum extrusion profiles with superior tensile strength and tighter tolerances.
During hot extrusion, billets are heated to temperatures between 800°F and 925°F—above aluminum's recrystallization temperature. This elevated temperature prevents the metal from hardening during deformation, allowing it to flow smoothly through complex die geometries. According to the Aluminum Extruders Council Manual, complex shapes may emerge from the press as slowly as one or two feet per minute, while simpler shapes can be extruded at rates exceeding 200 feet per minute.
Warm extrusion operates between room temperature and the recrystallization point, offering a balance between formability and material strength. This aluminium extrusion types category proves particularly beneficial for alloys that would be too brittle at lower temperatures.
Cold extrusion, conducted at or near room temperature, yields the highest dimensional accuracy and surface finish quality. However, it requires significantly more force—the pressure must exceed the yield strength of the alloy—and works best for simpler geometries.
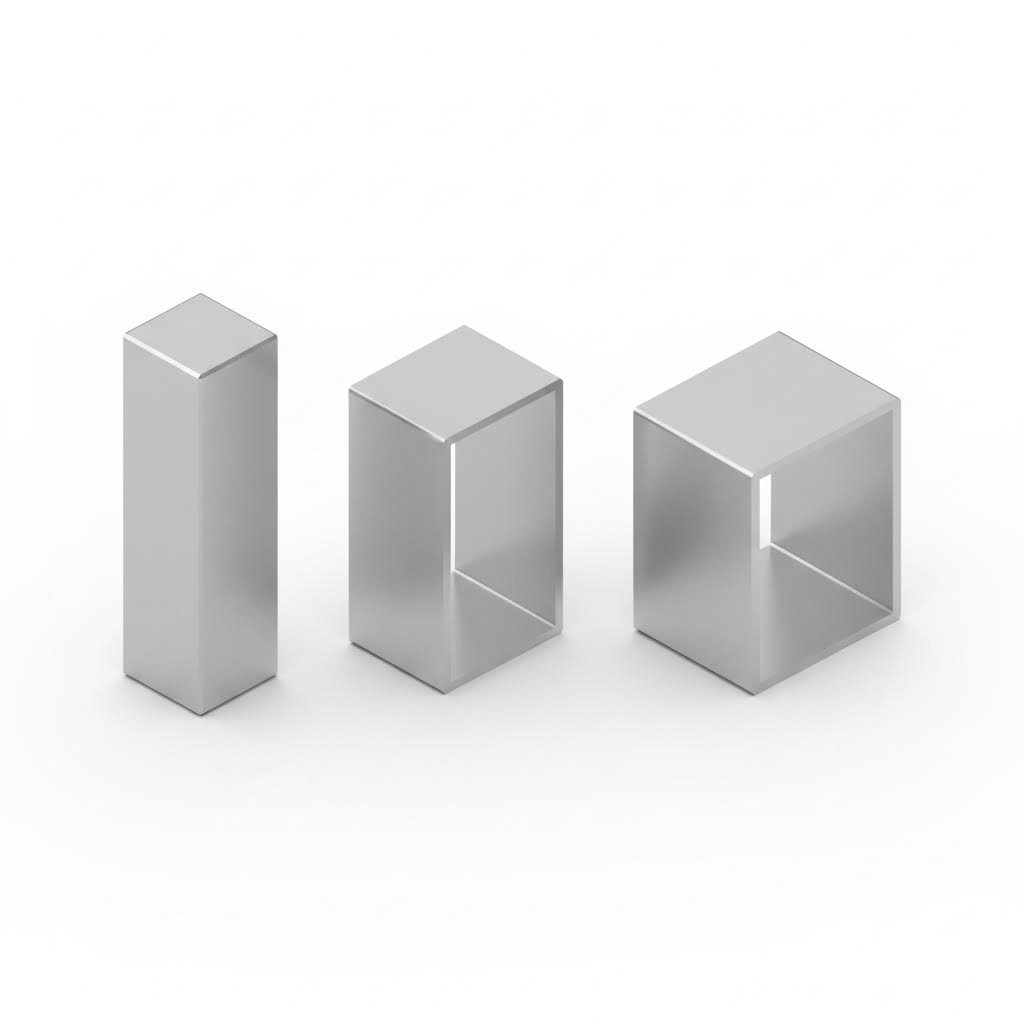
Understanding the geometric classification of extruded aluminum shapes is crucial because it directly impacts die complexity, production costs, and achievable tolerances. The distinction between solid, semi-hollow, and hollow profiles goes beyond simple visual identification—it involves a mathematical relationship that affects everything from tooling investment to lead times.
Solid dies produce profiles without any enclosed voids. These include bars, rods, angles, and many custom shapes. They're generally the least expensive to manufacture and offer the widest design flexibility for external features.
The critical question becomes: when does a partially-enclosed void make a profile "semi-hollow" rather than "solid"? The answer lies in the tongue ratio—a mathematical comparison between the area of the partially-enclosed void and the gap size. Specifically:
Tongue Ratio = Void Area ÷ Gap²
If this ratio exceeds certain thresholds (which vary by alloy group and gap width), the profile is classified as semi-hollow. According to industry standards, semi-hollow dies produce shapes that include partially enclosed voids with "open" profiles, where the void area is generally in a ratio of three-to-one larger than the tongue of the die.
Why does this matter practically? Semi-hollow and hollow profiles require more complex (and expensive) dies. The tongue—that portion of the die creating the partially-enclosed space—experiences significant stress during extrusion. Higher tongue ratios demand sturdier die construction and more careful process control, which translates to higher tooling costs and potentially longer lead times.
Hollow dies produce extrusion shapes with completely enclosed internal voids. These require two-piece construction: a mandrel section that creates internal features and a cap that forms external geometry. The aluminum must separate at portholes in the mandrel, flow around the core, and rejoin in the weld chamber before emerging as a seamless hollow profile.
The third classification system organizes aluminum extrusion shapes by their functional geometry—angles, beams, channels, and tubing. This approach proves most intuitive for design engineers and procurement specialists because it directly relates to application requirements.
Standard profile shapes are readily available from most extruders and include:
Beyond these standard types of aluminum extrusion, manufacturers offer increasingly complex custom profiles. These might integrate multiple functions—combining structural support with cable management channels, incorporating snap-fit assembly features, or adding thermal break barriers for energy efficiency.
Understanding how these three classification systems intersect empowers better decision-making. For instance, a customer needing a complex hollow tube for aerospace applications might specify: hot-extruded (for optimal mechanical properties), hollow (for weight savings), round tubing (for fluid transport). Each classification layer adds precision to the specification, reducing miscommunication and ensuring the final product meets requirements.
With this unified framework in mind, the next step is understanding how the geometry of your chosen profile—solid, semi-hollow, or hollow—affects structural performance, die costs, and manufacturing considerations.
Now that you understand the three classification systems, let's dive deeper into the geometry that affects nearly every aspect of your extrusion project—from tooling costs to structural performance. Whether you're designing a simple mounting bracket or a complex thermal management system, the cross-section geometry you choose determines what's technically feasible and economically practical.
Engineers often encounter a frustrating gap between beginner-friendly explanations and the technical specifications they actually need. This section bridges that divide, giving you both the conceptual framework and the quantitative details required for confident decision-making about extruded aluminum profiles.
Solid profiles represent the simplest category of aluminum extrusion profile geometries. As the name suggests, these shapes contain no enclosed or partially-enclosed voids—they're continuous metal throughout their cross-section. Think of bars, rods, angles, flat strips, and many custom shapes used in structural framing.
What makes solid profiles attractive for many applications?
However, solid profiles come with inherent limitations. They use more material than hollow alternatives for equivalent structural performance, making them heavier and potentially more expensive when aluminum costs are significant. For applications requiring internal channels—whether for fluid transport, wire management, or thermal optimization—solid profiles simply won't work.
Common aluminum profiles in the solid category include architectural angles ranging from 12mm × 10mm up to 125mm × 80mm, rectangular bars from 10mm × 1.6mm to 160mm × 25mm, and square bars from 6mm to 65mm. These standard shapes cover most structural framing needs while offering predictable mechanical properties and widespread availability.
Semi-hollow profiles occupy the middle ground between solid and fully hollow shapes—and understanding exactly where that boundary falls is essential for accurate specifications. These aluminium extruded profiles feature partially-enclosed voids that create geometric complexities requiring specialized die construction.
The tongue ratio concept determines whether a partially-enclosed void classifies a profile as semi-hollow or pushes it into hollow territory. Here's how the calculation works:
Tongue Ratio = A ÷ G²
Where A equals the semi-hollow area (in mm²) and G represents the gap dimension (in mm). The Australian Aluminium Council specifies threshold ratios that vary by gap size:
Why do these thresholds matter practically? The tongue—that portion of the die projecting into the partially-enclosed void—experiences tremendous stress during extrusion. As the tongue ratio increases, the die tongue becomes more vulnerable to deflection and breakage. According to Bonnell Aluminum, the higher the tongue ratio, the more difficult the part becomes to extrude, directly affecting press production rates and die longevity.
Semi-hollow profiles offer distinct advantages:
The limitations include wider dimensional tolerances compared to solid shapes, particularly for wall thicknesses enclosing the semi-hollow area. Standard tolerances for such walls range from ±0.3mm to ±2.0mm depending on circumscribing circle diameter and specific geometry.
Hollow profiles deliver the ultimate in strength-to-weight optimization. By placing material only where structurally necessary—typically at the perimeter—these aluminum extruded shapes achieve remarkable efficiency. A hollow rectangular tube provides far greater bending resistance than a solid bar of equivalent weight.
Creating hollow extrusions requires porthole or bridge dies—sophisticated two-piece tools where the mandrel section creates internal geometry while the cap forms external features. The extrusion process for hollow sections divides metal into separate streams that flow under the bridge, pressure-weld around the mandrel, and emerge as seamless profiles. This process gives integral material quality with no reduction of strength in the extrusion weld planes.
Hollow profiles are further classified into four categories based on complexity:
The advantages of hollow extruded profiles include:
However, hollow profiles carry limitations engineers must consider:
For engineers evaluating hollow versus solid options, consider that production costs generally increase from solid through semi-hollow to hollow categories. However, material savings in hollow sections often offset higher tooling costs at sufficient production volumes. The break-even point depends on profile complexity, alloy selection, and annual quantity requirements.
Understanding these geometric distinctions empowers you to specify precisely what your application requires. But geometry tells only part of the story—the aluminum alloy you select determines mechanical properties, surface finish quality, and corrosion resistance. Let's examine how alloy selection complements your profile geometry decisions.

You've determined your profile geometry—solid, semi-hollow, or hollow—and understand how different types of aluminum extrusion are classified. But here's a question that can make or break your project: which alloy should you specify? The aluminum types you choose fundamentally affect everything from how smoothly the metal flows through the die to how your finished component performs in service.
Think of alloy selection like choosing an engine for a vehicle. A sports car engine delivers raw power but demands premium fuel and frequent maintenance. An economy engine prioritizes efficiency and reliability over peak performance. Similarly, different kinds of aluminum alloys offer distinct trade-offs between strength, formability, corrosion resistance, and surface finish quality.
The following comparison addresses a gap many technical resources overlook—providing the detailed alloy specifications that procurement decision-makers and engineers actually need.
| Property | 6063-T6 | 6061-T6 | 7075-T6 |
|---|---|---|---|
| Tensile Strength | 214 MPa (31,000 psi) | 310 MPa (45,000 psi) | 572 MPa (83,000 psi) |
| Yield Strength | 170 MPa (25,000 psi) | 276 MPa (40,000 psi) | 503 MPa (73,000 psi) |
| Extrudability Rating | Excellent | Good | Poor |
| Corrosion Resistance | Excellent | Good to Excellent | Fair (requires protection) |
| Weldability | Good | Excellent | Poor (prone to cracking) |
| Surface Finish Quality | Superior (ideal for anodizing) | Good | Moderate |
| Machinability | Good | Excellent | Good |
| Typical Applications | Window frames, door frames, architectural trim, decorative elements | Structural frames, machine parts, automotive components, marine fittings | Aircraft structures, aerospace components, high-stress applications |
| Relative Cost | Low to Moderate | Moderate | High |
When you see aluminum window frames, curtain walls, or decorative architectural elements, you're almost certainly looking at 6063 aluminum alloy. According to American Douglas Metals, the 6063 alloy is the most popular choice for aluminum extrusions, particularly for applications requiring thin walls and architectural features.
What makes 6063 the go-to choice for architectural applications? Several factors combine to create an ideal match:
The trade-off? Moderate strength. With a tensile strength around 214 MPa in the T6 temper, 6063 won't satisfy applications demanding maximum load-bearing capacity. For window frames and decorative trim, however, this strength proves more than adequate while the superior aesthetics justify the alloy selection.
The 6063 alloy responds exceptionally well to heat treatment, allowing manufacturers to optimize the balance between formability during extrusion and strength in the finished product. This makes it versatile across numerous types of aluminium used in construction and consumer products.
When your application demands structural integrity, 6061 aluminum alloy steps up as the workhorse of the extrusion industry. According to Mitotec Precision, 6061 provides an ideal balance of high strength with good workability, making it a staple in aerospace and marine applications where both durability and ease of fabrication matter.
What distinguishes 6061 from its architectural cousin 6063?
The 6061 alloy does involve trade-offs. Its slightly lower extrudability compared to 6063 means complex thin-walled profiles may present challenges. Surface finish quality, while good, doesn't achieve the same aesthetic excellence as 6063—making it less suitable where appearance is paramount.
For structural applications like machine bases, automotive components, and marine fittings, these trade-offs make sense. You gain significant strength improvements while maintaining the fabrication flexibility that aluminum extrusions enable. Many aluminium types in the 6000 series share similar silicon-magnesium compositions, but 6061's specific formulation optimizes for structural performance.
Sometimes standard alloys simply won't meet your performance requirements. Aerospace applications, military equipment, and high-performance sporting goods demand materials that push aluminum's capabilities to their limits.
The 7075 alloy represents the pinnacle of aluminum strength. According to industry sources, the 7075 grade is renowned for being the strongest commercially available aluminum alloy, surpassing many mild steel grades in strength. Its zinc-based composition delivers tensile strengths exceeding 570 MPa—nearly triple what 6063 offers.
However, 7075's exceptional strength comes with significant constraints:
Beyond 7075, the 6005 alloy offers an intermediate option. According to American Douglas Metals, 6005 is recognized for its higher strength compared to 6063 and better extrusion characteristics than 6082, making it suitable for applications requiring more strength than what 6060 and 6063 offer. Common applications include tubing for furniture and rail profiles.
When selecting among these common aluminum types, consider your complete requirements matrix:
Remember that alloy selection directly impacts extrusion process parameters. Stronger alloys require higher press forces and slower extrusion speeds, potentially affecting lead times and costs. Working with experienced extruders helps optimize the balance between material properties and manufacturing efficiency.
With your alloy selection aligned to application requirements, the next consideration becomes profile standardization—understanding which shapes are readily available versus which require custom tooling investment.
You've selected your alloy and understand the geometric classifications. Now comes a practical question that directly impacts your budget and timeline: should you specify a standard aluminum profile or invest in custom tooling? The answer depends on understanding what's readily available, how standard shapes are organized, and when customization truly adds value.
Standard aluminum extrusions offer immediate advantages—shorter lead times, lower tooling costs, and proven dimensional consistency. But navigating the catalog of available aluminum shapes requires understanding the series profile system and how dimensional standards apply across different profile categories.
Angles represent one of the most versatile standard aluminum profiles available. These L-shaped sections provide corner reinforcement, structural bracing, and mounting surfaces across countless applications. You'll find them in two primary configurations:
Wall thicknesses for standard angles typically range from 1.5mm to 25mm, depending on the leg dimension. Larger angles with thicker walls deliver substantially greater load-bearing capacity—but at increased weight and cost. When specifying angles, consider how the profile geometry affects your connection options. Equal leg angles simplify symmetric assemblies, while unequal configurations can optimize material usage when loading is directional.
Standard aluminum extrusion sizes for angles are widely stocked by distributors, meaning lead times often measure in days rather than weeks. This availability makes angles an excellent choice for prototyping or projects where speed matters more than profile optimization.
Channel profiles—including C-channels, U-channels, and J-sections—excel at enclosure applications, edge protection, and component mounting. Their partially-enclosed geometry creates natural cavities for wire management, panel insertion, or sliding mechanisms.
Standard channel dimensions follow predictable patterns:
Extruded aluminum sizes for channels must account for internal clearances. If you're inserting panels, cables, or other components, verify that the channel's internal width accommodates your requirements with appropriate tolerance. Standard channels typically offer internal width tolerances of ±0.3mm to ±0.5mm for smaller profiles, widening to ±1.0mm or more for larger sections.
Channel geometry directly affects load-bearing capacity. The web thickness resists bending forces, while leg dimensions determine resistance to twisting. For structural applications, heavier-gauge channels with thicker walls provide necessary rigidity—but standard aluminum profiles may require reinforcement or alternative shapes for demanding loads.
T-slot profiles represent a specialized category that has revolutionized industrial framing. These aluminum shapes feature distinctive T-shaped channels along their lengths, designed to accept specialized fasteners and accessories for infinitely configurable structures.
The series profile system organizes T-slot extrusions by their primary cross-sectional dimension. According to industry resources, the most common profile series are 20mm, 30mm, and 40mm—with each series determining cost, stiffness, and weight characteristics.
Within each series, profiles come in multiples of the base dimension:
Each manufacturer specifies their own slot geometry, meaning T-nuts and connectors from one brand may not fit another's profiles. According to engineering guides, manufacturers use standardized slot dimensions often designated as Type-B or Type-I, each with specific groove widths and depths.
Standard lengths typically extend up to 6 meters, though distributors commonly stock more manageable lengths for shipping convenience. The 80/20 catalog demonstrates the variety available—from compact 20mm×20mm profiles for light-duty applications to robust 80mm×80mm sections for demanding structural frameworks.
Choosing between standard aluminum profiles and custom extrusions involves weighing several factors:
For projects prioritizing speed and cost predictability, standard aluminum extrusions deliver proven performance. When application requirements demand precise optimization—whether for weight reduction, thermal performance, or assembly integration—custom profiles justify their higher initial investment. Understanding both options empowers you to make procurement decisions aligned with your project's true priorities.
With profile shapes and dimensional standards clear, the next consideration becomes understanding how different manufacturing methods—direct versus indirect extrusion, hot versus cold processing—affect the profiles you can achieve and the properties they deliver.

You've selected your alloy, determined your profile geometry, and understand standard versus custom options. But here's a question that significantly impacts your final product's performance: how exactly is aluminum extrusion made? The manufacturing method you choose—or that your supplier uses—directly affects surface finish quality, mechanical properties, and achievable profile complexity.
Think of it this way: baking the same recipe in a conventional oven versus a convection oven produces noticeably different results. Similarly, pushing aluminum through a die using different extrusion methods yields profiles with distinct characteristics. Understanding these differences helps you specify more precisely and evaluate supplier capabilities more effectively.
Direct extrusion—also called forward extrusion—represents the workhorse of the aluminum extrusion industry. In this aluminium extrusion process, the heated billet is placed in a container, and a hydraulic ram forces the metal through a stationary die. The aluminum flows in the same direction as the ram's movement.
Sounds straightforward? It is conceptually, but the physics involved create important implications. According to Paul Murphy Plastics, direct extrusion requires higher force due to friction between the billet and the container wall. As the ram pushes forward, the entire billet surface slides against the container interior, generating substantial friction that must be overcome.
Why does direct extrusion dominate industrial production despite this friction penalty?
The friction characteristics of direct extrusion do influence your finished profile. Surface quality may show slight variations along the extrusion length as friction conditions change during the stroke. For architectural applications where surface appearance is critical, post-extrusion finishing operations like anodizing or powder coating typically address these variations.
Indirect extrusion—sometimes called backward extrusion—flips the mechanical arrangement. Here, the die moves toward the stationary billet, and the extruded metal flows in the opposite direction of die movement. The billet doesn't slide against the container wall during extrusion.
This seemingly minor change delivers significant advantages. According to industry sources, the aluminium extrusion die in indirect extrusion is fitted at the opposite side of punch movement, allowing metal to flow through the annular space between punch and container. The result? Dramatically reduced friction and more consistent metal flow.
What benefits does indirect extrusion offer?
However, indirect extrusion carries limitations that restrict its adoption. The hollow ram required to extract the profile limits achievable cross-sectional area. Complex hollow profiles with multiple voids become impractical. Additionally, the mechanical complexity of indirect presses increases capital and maintenance costs.
For applications demanding premium surface quality on solid or simple hollow profiles—think precision extruded metal components for electronics or medical devices—indirect extrusion delivers measurable advantages worth its constraints.
Temperature classification adds another dimension to understanding how aluminum extrusion is made. The temperature at which you extrude aluminum fundamentally affects grain structure, mechanical properties, and achievable geometries.
Hot extrusion operates above aluminum's recrystallization temperature—typically 400-500°C (750-930°F) for common alloys. According to Langhe Industry, aluminum's yield strength decreases with increasing temperature, enabling it to deform more readily at elevated temperatures. This softening allows complex profiles to flow through intricate die geometries without cracking.
Cold extrusion occurs at or near room temperature. The extrusion of aluminium under these conditions requires substantially higher forces—the press must overcome the alloy's full yield strength. According to manufacturing references, aluminum cans, cylinders, and collapsible tubes are common examples of cold-extruded products.
| Characteristic | Hot Extrusion | Cold Extrusion |
|---|---|---|
| Operating Temperature | 400-500°C (above recrystallization) | Room temperature |
| Required Force | Lower (softened material) | Higher (full material strength) |
| Profile Complexity | Complex shapes achievable | Limited to simpler geometries |
| Surface Finish | Good (may require finishing) | Excellent (work-hardened surface) |
| Dimensional Accuracy | Good (thermal expansion considerations) | Superior (no thermal effects) |
| Mechanical Properties | Requires heat treatment for strength | Work-hardened, improved strength |
| Oxidation Risk | Higher (elevated temperatures) | Minimal |
| Typical Applications | Architectural profiles, structural sections, heat sinks | Precision components, fasteners, hydraulic fittings |
Aluminium cold extrusion excels for precision components where dimensional accuracy and surface finish quality are paramount. The work-hardening that occurs during cold deformation actually strengthens the material, eliminating the need for subsequent heat treatment in some applications. However, the higher forces required limit achievable complexity and increase tooling wear.
The relationship between extrusion ratio, press tonnage, and profile complexity becomes particularly critical when selecting your aluminum extrusion machine requirements. According to extrusion equipment specialists, the extrusion ratio—defined as the cross-sectional area of the billet divided by the cross-sectional area of the extruded profile—directly influences the force required.
Industry guidelines recommend maintaining extrusion ratios between 8:1 and 12:1 for optimal results. Ratios below 8:1 can cause unstable metal flow and surface quality issues. Ratios significantly above 12:1 dramatically increase required press force, potentially exceeding equipment capacity or causing die damage.
What does this mean practically? A complex hollow profile with thin walls may have a high extrusion ratio, demanding a larger press than a simpler solid shape of similar overall dimensions. According to equipment manufacturers, hollow profiles require 15-50% more extrusion force than solid profiles of the same size, and die makers often apply shape complexity factors of 1.1-1.6 when calculating tonnage requirements.
Understanding these extrusion aluminium process variables helps you evaluate supplier capabilities and anticipate potential manufacturing constraints. A supplier with larger press capacity offers more flexibility for complex profiles, while specialized cold extrusion operations deliver precision that hot extrusion cannot match.
With manufacturing methods clarified, the next consideration becomes matching your extrusion selection to specific industry applications—where profile geometry, alloy selection, and process method all converge to solve real-world engineering challenges.
You've mastered the classification systems, alloy properties, and manufacturing methods. Now comes the practical question: what are aluminum extrusions used for in your specific industry? The answer varies dramatically depending on whether you're designing building facades, managing electronic heat dissipation, or engineering lightweight automotive structures.
Different sectors demand different profile characteristics. An architect specifying window frames prioritizes surface finish and corrosion resistance. An electronics engineer designing LED housings focuses on thermal conductivity and dimensional precision. An automotive designer balances strength-to-weight ratios against crash performance requirements. Understanding these application-specific demands helps you select the right aluminum extrusion applications for your project.
The construction industry represents one of the largest consumers of structural aluminum extrusions. Walk through any modern commercial building and you'll encounter aluminum profiles in window frames, door systems, curtain walls, and decorative trim. Why has aluminum become the material of choice for these applications?
According to industry sources, aluminum's resistance to corrosion and tarnishing ensures longevity and low maintenance requirements. Combined with its excellent strength-to-weight ratio, these properties make aluminum ideal for building envelopes that must withstand decades of weather exposure.
Common architectural aluminum extrusion applications include:
Curtain wall applications deserve special attention because they demonstrate how aluminum extrusion types converge. According to architectural specifications, curtain wall aluminum sections can be categorized into mullions, transoms, cladding, and spandrels—each serving distinct functions. Mullions form the vertical skeleton; transoms connect mullions horizontally; cladding panels provide weather resistance; spandrels conceal structural elements between floors.
The energy efficiency benefits drive many architectural specifications. Aluminum's thermal insulating properties—when combined with thermal break technology—reduce heat loss and solar gain, minimizing energy consumption throughout a building's lifecycle.
As electronic devices become more powerful and compact, managing heat dissipation has become critical. Excessive heat degrades component performance, shortens lifespan, and can cause catastrophic failures. This is where high-performance aluminum extrusions for industrial applications truly shine.
According to BRT Extrusions, aluminum extrusions have gained prominence in heat sink applications due to their excellent thermal conductivity, lightweight nature, and ease of manufacturing. The extrusion process enables the creation of intricate fin structures that dramatically increase surface area for heat dissipation.
Key electronics and thermal management applications include:
Why does aluminum dominate thermal management applications? According to thermal engineering resources, aluminum boasts superior thermal conductivity compared to other commonly used materials, enabling efficient heat transfer from heat-generating components to the heat sink for rapid dissipation. The extrusion process creates heat sinks with intricate fin structures, resulting in larger surface areas that facilitate better airflow and enhanced cooling efficiency.
Cost-effectiveness further drives adoption. Compared to alternatives like copper, aluminum extrusions offer comparable thermal performance at lower material cost. The extrusion process reduces material waste, making it an economical choice for heat sink manufacturing across consumer electronics and industrial equipment.
The transportation sector increasingly turns to aluminum extrusions for weight reduction without sacrificing structural integrity. Every kilogram saved translates to improved fuel efficiency, extended electric vehicle range, and reduced emissions over a vehicle's lifetime.
According to Hydro Extrusion, aluminum extrusions are ideal for engine blocks, transmission housings, panels, roof rails, and chassis of cars, boats, trucks, and railway and subway cars. Demand has grown significantly for aluminum extrusions as structural components in lighter-weight automobiles.
Transportation aluminum extrusion applications include:
Industrial applications extend beyond transportation vehicles themselves. According to manufacturing references, automotive electronics including engine control units, power modules, and lighting systems all rely on aluminum extrusion heat sinks for reliable thermal management under harsh operating conditions.
The common thread across all these applications? Requirements drive selection. An architect chooses 6063 for its anodizing quality. A thermal engineer selects complex finned profiles for maximum heat dissipation. An automotive designer specifies 6061 for structural strength. Understanding what your application truly demands—whether surface finish, thermal performance, structural capacity, or weight optimization—guides you toward the right combination of profile geometry, alloy selection, and manufacturing method.
Beyond performance requirements, sustainability considerations increasingly influence material selection decisions. The next section explores how aluminum's environmental characteristics factor into specification choices.
You've evaluated profile geometries, compared alloys, and matched manufacturing methods to your application requirements. But here's a factor that increasingly influences procurement decisions across industries: how sustainable is your material choice? When it comes to aluminium extrusions, the environmental story is remarkably compelling—and understanding it can strengthen both your project specifications and your organization's sustainability commitments.
The aluminium extrusion meaning extends beyond manufacturing technique to encompass a material that fundamentally supports circular economy principles. Unlike many industrial materials that degrade with each recycling cycle, aluminum maintains its properties indefinitely, creating opportunities for genuine closed-loop material flows.
What makes aluminum unique among industrial materials? According to Novelis, the world's largest aluminum recycler, aluminum is infinitely recyclable without losing its quality. This remarkable property allows aluminum to be reused over and over again—a claim few other structural materials can make.
Consider what this means practically:
This infinite recyclability transforms how we think about material selection. When you specify aluminum extrusions, you're not choosing a consumable that ends in a landfill—you're investing in material that retains value through multiple product lifecycles.
The energy equation for recycled aluminum makes the sustainability case even more compelling. Primary aluminum production—extracting metal from bauxite ore—requires substantial energy for electrolytic reduction. Recycling dramatically changes this calculation.
Recycling aluminum saves up to 95% of the energy required to produce new aluminum while cutting greenhouse gas emissions by up to 95% compared to primary aluminum production.
According to industry data from Novelis, their operations in FY24 purchased or tolled over 2,316 kilotonnes of recycled metal, including more than 82 billion used beverage cans, achieving 63% recycled content as a global average across their products.
What does this mean for your specifications?
The aluminum extrusion process itself contributes to material efficiency. According to Canart, the extrusion process is highly efficient and produces minimal waste, with precision manufacturing allowing creation of custom components with exact measurements that reduce material scrap.
Sustainability considerations extend beyond recyclability and energy savings to encompass the entire material lifecycle. For architects, engineers, and procurement specialists evaluating aluminium extrusions against alternative materials, several additional factors merit attention.
The Aluminum Association has developed comprehensive resources to support sustainable material selection, including third-party validated Environmental Product Declarations (EPDs) for various aluminum product types. These EPDs provide transparent, comparable data on environmental impacts across the product lifecycle.
Key lifecycle considerations include:
How should sustainability considerations factor into your material selection decisions? For many projects, the environmental advantages of aluminum extrusions align naturally with performance requirements—you get corrosion resistance, strength-to-weight optimization, and design flexibility while simultaneously reducing environmental impact. When competing materials offer similar technical performance, aluminum's recyclability and recycled content options can differentiate your project's sustainability profile.
According to industry analysts, the future of aluminum extrusion in green building materials looks promising, with innovations in aluminum alloys and extrusion technology enabling development of even more advanced, eco-friendly building materials. As environmental regulations tighten and sustainability expectations increase, aluminum's circular economy credentials position it favorably for continued adoption across construction, transportation, and manufacturing applications.
With sustainability benefits understood alongside technical performance characteristics, the final consideration becomes practical: how do you choose the right extrusion type for your specific project, and what should you look for in an extrusion partner?

You've absorbed the technical knowledge—profile geometries, alloy properties, manufacturing methods, and sustainability considerations. Now comes the moment of truth: how do you translate all this understanding into a confident procurement decision? Selecting the right aluminum extrusions for your project requires balancing technical requirements against practical constraints like budget, timeline, and production volume.
Think of this decision framework as a funnel. You start with broad application requirements and progressively narrow your options until you arrive at a specification that optimizes performance, cost, and delivery. The following step-by-step process helps you navigate this journey systematically.
The first major decision point? Whether standard aluminum extrusion profiles meet your needs or custom tooling is worth the investment. This choice significantly impacts your aluminum extrusion dimensions, lead times, and total project cost.
According to KMC Aluminium, thorough research is essential when selecting an aluminum extrusion manufacturer for your project. Before finalizing your approach, evaluate three critical parameters: price, minimum order quantities (MOQ), and lead time.
When does custom aluminum profile type investment make sense? Consider these thresholds:
Understanding die economics helps you make informed decisions about aluminum extrusion tube specifications and complex profiles. According to industry sources, extrusion dies can be made in a virtually unlimited range of forms and dimensions, with the die being a stainless steel disk (usually H13) with an opening cut through it matching your desired cross-section.
Die complexity directly correlates with cost:
According to the Aluminum Extruders Council, aluminum extrusion tooling costs and lead times are generally much lower than alternatives like die-casting, steel roll forming, or stamping. However, the total tooling investment may include die rings, bolsters, sub-bolsters, and tool carriers depending on profile complexity.
Profile design choices that affect die cost include:
Follow this systematic selection process to optimize your aluminum extrusion rail or profile specification:
Understanding MOQ implications is crucial for budget planning. According to aluminum extrusion specialists, minimum order quantities exist for sound economic and technical reasons:
Selecting the right extrusion partner matters as much as selecting the right profile. A capable partner brings technical expertise, manufacturing flexibility, and finishing capabilities that transform your specifications into production-ready components.
What should you evaluate when assessing potential partners?
Surface finish selection deserves particular attention. According to Gabrian, both anodizing and powder coating offer environmentally friendly options for aluminum surface treatment, but they serve different needs:
For projects requiring comprehensive support from concept through production, manufacturers like Shengxin Aluminium demonstrate what full-service capability looks like. With 35 extrusion presses ranging from 600T to 5500T, state-of-the-art CNC machining centers, and extensive surface treatment options including custom anodizing colors, their end-to-end support—from die development to mass production—represents a benchmark for evaluating extrusion partners. Over 30 years of industry experience means technical teams can guide material selection, optimize profile design, and troubleshoot manufacturing challenges.
The best partnerships develop when procurement specialists and engineers engage early. According to industry experts, when the product designer, die designer, extruder, and buyer recognize each other's requirements and work together, the best combination of product performance, quality, and cost is achieved.
Whether you need custom 6063 aluminum tubes for architectural applications, complex industrial profiles with integrated features, or standard aluminum extrusion profiles for rapid prototyping, the right partner brings both capability and collaboration. Factory-direct pricing, technical consultation, and deep processing options streamline your supply chain while ensuring quality from first article through volume production.
With your selection framework established and partner evaluation criteria defined, you're equipped to make informed decisions that balance technical performance, cost optimization, and delivery requirements.
You've journeyed through the complete landscape of aluminum extrusion—from classification systems and alloy properties to manufacturing methods and sustainability considerations. Now it's time to synthesize these insights into actionable guidance that transforms your knowledge into confident procurement decisions.
Understanding the types of aluminum extrusions isn't merely academic—it directly impacts your project's success. When you grasp the aluminum extrusions definition and how different profile types serve different purposes, you unlock opportunities for cost optimization, performance enhancement, and streamlined manufacturing that would otherwise remain hidden.
The unified classification framework presented throughout this guide consolidates three overlapping systems into one coherent decision structure. As you move from research to specification, keep these primary decision factors in mind:
The definition of extruded aluminum encompasses far more than a manufacturing process—it represents a versatile solution platform that adapts to virtually any engineering challenge. By understanding what are aluminum extrusions truly capable of, you position yourself to specify profiles that precisely match your functional requirements without over-engineering or unnecessary cost.
Knowledge becomes valuable only when applied. Whether you're designing architectural window systems, developing thermal management solutions, or engineering lightweight structural components, the path forward involves translating your requirements into specifications that extrusion partners can deliver.
Early collaboration with extrusion specialists pays dividends throughout your project lifecycle. According to industry best practices, when the product designer, die designer, extruder, and buyer recognize each other's requirements and work together, the best combination of product performance, quality, and cost is achieved. This collaborative approach identifies manufacturability issues before they become costly problems and reveals optimization opportunities that improve both performance and economics.
For complex projects requiring types of extruded aluminum beyond standard catalog offerings, partner capabilities become critical. Look for manufacturers offering:
Manufacturers like Shengxin Aluminium, with over 30 years of industry experience, exemplify the comprehensive support that complex projects demand. Their 35 extrusion presses (600T to 5500T), state-of-the-art CNC machining centers, and extensive finishing options—including custom anodizing colors like champagne and rose gold—provide end-to-end capability from die development through mass production. Whether your project requires custom 6063 aluminum tubes, architectural window frames, or complex industrial profiles, factory-direct pricing and dedicated technical teams transform specifications into production-ready components.
The types of aluminum extrusion you select shape your project's performance, cost structure, and manufacturing timeline. Armed with the comprehensive framework presented in this guide, you're equipped to aluminum extrude solutions that precisely meet your requirements—balancing technical performance, economic efficiency, and sustainability for optimal outcomes.
The 4040 and 8020 designations refer to T-slot profile series with different base dimensions. 8020 profiles (based on 80mm dimensions) offer the highest strength-to-weight ratio, making them ideal for heavy-duty industrial frameworks requiring maximum rigidity. 4040 profiles provide a balanced combination of strength and weight, suitable for medium-load applications like workstations and machine guards. The choice depends on your load requirements—8020 handles higher structural demands while 4040 offers cost savings for lighter applications.
T5 and T6 are temper designations indicating different heat treatment processes. T5 aluminum is cooled from an elevated temperature during extrusion and then artificially aged, resulting in moderate strength with good formability. T6 aluminum undergoes solution heat treatment by artificial aging, achieving higher tensile and yield strength. For example, 6063-T6 reaches 214 MPa tensile strength compared to lower values in T5. Choose T6 for structural applications requiring maximum strength, and T5 when formability and cost efficiency are priorities.
T-slot and V-slot profiles differ in groove geometry and intended applications. T-slot profiles feature T-shaped grooves designed for standard T-nuts and connectors, making them versatile for industrial framing, enclosures, and workstations. V-slot profiles have beveled edges that allow wheels and linear bearings to ride directly in the groove, making them ideal for CNC machines, 3D printers, and linear motion systems. Select T-slot for general structural framing and V-slot when your application requires linear motion capability.
Aluminum extrusion profiles are classified into three main geometric categories: solid, semi-hollow, and hollow. Solid profiles contain no enclosed voids and include bars, angles, and flat strips—offering the lowest die costs and tightest tolerances. Semi-hollow profiles feature partially-enclosed voids determined by tongue ratio calculations, providing material efficiency for channels and edge protection. Hollow profiles have completely enclosed internal voids, delivering superior strength-to-weight ratios for structural tubing and heat exchangers. Each type serves different application requirements and cost considerations.
The best aluminum alloy depends on your specific application requirements. Alloy 6063 excels for architectural applications requiring superior surface finish and anodizing quality—ideal for window frames and decorative trim. Alloy 6061 provides higher tensile strength (310 MPa vs 214 MPa) with excellent weldability, making it preferred for structural components and machine parts. Alloy 7075 offers maximum strength for aerospace applications but has poor extrudability and weldability. For most projects, 6063 handles aesthetic needs while 6061 serves structural demands.




 Servicio en línea
Servicio en línea 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 español
español English
English français
français Deutsch
Deutsch русский
русский português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська










