

Have you ever wondered how manufacturers create those elegant curved aluminum frames you see in modern architecture or transportation? The answer often lies in a specialized process called roll forming aluminum extrusions. But here's where things get interesting—this isn't a single manufacturing step. It's actually a two-stage shaping method that combines the best of two distinct metalworking worlds.
So, what is extruded aluminum exactly? In simple terms, aluminum extrusion involves heating an aluminum billet and pushing it through a specially designed die to create a profile with a specific cross-sectional shape. Think of it like squeezing toothpaste through a shaped opening—the aluminum takes on whatever form the die dictates. This process can produce remarkably complex profiles, from simple tubes to intricate multi-chambered sections.
Now, here's where things get more specialized. Roll forming aluminum extrusions refers to a secondary forming operation applied to these already-extruded profiles. Rather than shaping the cross-section (that's already done), this process curves or bends the profile along its length. The extruded aluminum form passes through a series of roller stations that progressively introduce curvature, creating arcs, sweeps, or complex longitudinal geometries.
Understanding this distinction is crucial for anyone working with curved aluminum components. The extrusion process determines your profile's cross-sectional complexity—walls, chambers, flanges, and internal features. Once that profile exits the extrusion press and undergoes aging treatment, it becomes the raw material for roll forming operations.
Unlike working with rolls of aluminum sheeting that start flat, you're dealing with a pre-shaped profile that already has defined geometry. This creates unique challenges and opportunities that don't exist in standard sheet metal roll forming. The profile's existing features—its wall thicknesses, symmetry, and internal structure—directly influence how successfully it can be curved.
Roll forming aluminum extrusions combines the cross-sectional complexity of extrusion with the longitudinal shaping capability of roll forming, creating curved components that would be impossible to achieve through either process alone.
Here's what many engineers overlook: the relationship between initial extrusion die design and subsequent roll formability is critical. A profile designed without considering downstream roll forming requirements may prove difficult—or even impossible—to curve successfully. Wall thicknesses that vary dramatically across the profile, asymmetric designs, or unsupported thin sections can all create problems during the rolling process.
When manufacturers define extruded aluminum profiles for curved applications, they must think ahead. The extrusion die creates your starting point, but that starting point needs to accommodate the stresses and deformations that roll forming will introduce. This forward-thinking approach separates successful curved extrusion projects from costly failures.
Consider this: while rolls of aluminum sheeting offer uniform material properties throughout, an extruded profile brings geometric complexity that interacts with bending forces in unique ways. Hollow sections behave differently than solid ones. Thick walls respond differently than thin walls. Understanding these interactions from the design phase forward is what makes roll forming aluminum extrusions a reliable manufacturing choice rather than a risky experiment.
Now that you understand what roll forming aluminum extrusions involves, let's dive into how the process actually works. What happens when an extruded aluminum profile enters a roll forming machine? The mechanics differ significantly from rolling aluminum sheet or working with simple flat stock—and understanding these differences is essential for achieving quality curved components.
Imagine feeding a length of extruded aluminum profile into a series of carefully positioned roller sets. Each station applies incremental bending force, gradually introducing curvature along the profile's length. This progressive approach is critical—attempting to create the full bend in a single pass would crack the material or cause severe distortion.
According to industry research, a typical roll forming setup for aluminum extrusions includes multiple forming stations, with each roller pair adding a small bend to avoid cracking or over-stretching the aluminum. The profile moves continuously through these stations, emerging with a consistent arc or curve. Think of it like gently coaxing the material into shape rather than forcing it.
When working with a roll of aluminum in sheet form, the material enters flat and exits with a formed cross-section. But with extruded profiles, you're doing something different—the cross-section stays constant while the longitudinal axis curves. This distinction fundamentally changes how aluminum rollers must be designed and positioned.
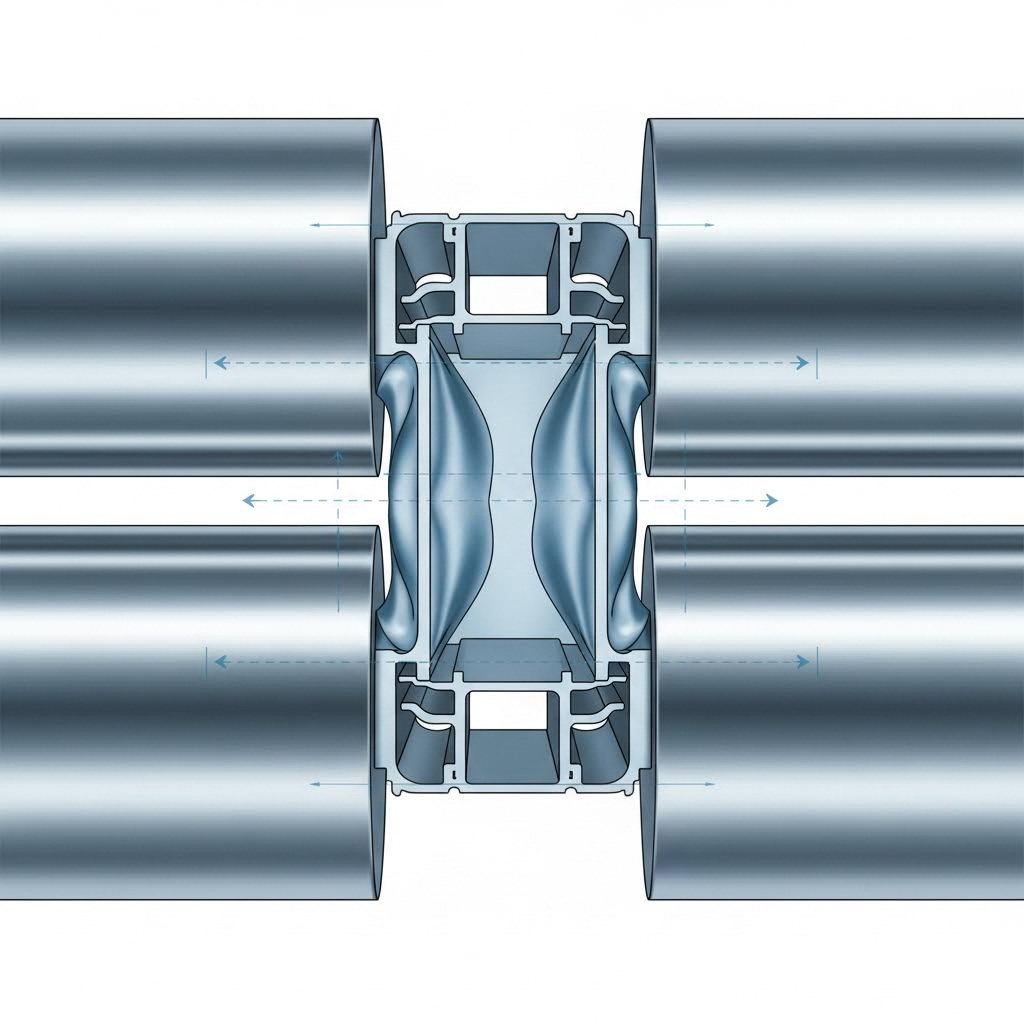
Here's where things get technically interesting. Solid aluminum extrusion profiles behave relatively predictably during rolling aluminum operations—the material compresses on the inside of the bend and stretches on the outside. But hollow profiles? They introduce entirely new mechanical challenges that many manufacturers underestimate.
When you curve a hollow aluminum extrusion, the walls want to collapse inward on the compression side. Without proper internal support, thin-walled sections can buckle, wrinkle, or even completely fold over. The internal chambers that make extruded profiles so useful for structural applications become potential failure points during the aluminum rolling process.
Wall thickness plays a decisive role here. Profiles with consistent wall thicknesses throughout their cross-section tend to roll more predictably than those with varying thicknesses. Why? Because different wall thicknesses respond to bending forces at different rates, creating internal stresses that can twist or distort the profile.
The rolling of aluminum extrusions involves complex stress distributions that engineers must carefully manage. On the outer radius of any bend, the material experiences tensile stress—it's being stretched. On the inner radius, compressive stress dominates. The neutral axis, where stress transitions from tension to compression, shifts position depending on the profile geometry.
For successful roll forming, several key mechanical factors must be precisely controlled:
Material thickness directly influences forming force requirements and bending behavior. Research indicates that thicker materials require lower forming speeds to prevent cracking and excessive force buildup, while thinner materials need precise pressure control to prevent wrinkles and distortions. For aluminum extrusions, wall thickness variations across the profile compound these challenges.
The aluminum's elastic modulus also matters significantly. As noted in recent patent literature, the elastic modulus of aluminum is one-third lower than steel, meaning fabrication techniques that work well for steel parts may not translate directly to aluminum applications. This lower modulus contributes to greater springback after forming—a challenge we'll explore in detail shortly.
Understanding these mechanical principles isn't just academic. It directly determines whether your curved aluminum extrusion project succeeds or fails, and forms the foundation for selecting appropriate alloys and tempers for your specific application.
You've now seen how roll forming aluminum extrusions works mechanically. But here's the question that separates successful projects from costly failures: which alloy and temper should you specify? This decision alone can determine whether your curved profiles emerge flawlessly or crack during the first forming pass.
Not all aluminum bends equally. Some alloys stretch and curve smoothly, while others resist deformation and fracture under pressure. When you're planning aluminum profile bending operations, understanding these differences isn't optional—it's essential.
The key property to watch is elongation—how much the material can stretch before breaking. Alloys with high elongation percentages bend easier and resist cracking. According to industry research on aluminum bending, alloys in the 1XXX, 3XXX, and 5XXX series generally offer the best formability for most applications. However, for structural aluminum extrusions, you'll typically work with 6XXX series alloys, which require more careful consideration.
Think of it this way: when you bend aluminum, the outer surface stretches while the inner surface compresses. If the alloy can't accommodate that stretching, cracks appear on the tension side. The aluminum forming process becomes a balance between achieving your desired curve and staying within the material's deformation limits.
For roll forming aluminum extrusions, two alloys dominate the conversation: 6063 and 6061. Both belong to the aluminum-magnesium-silicon family, but their formability characteristics differ significantly.
6063 aluminum is often the preferred choice for architectural roll forming applications. Why? It offers excellent surface finish characteristics, good corrosion resistance, and—most importantly—superior formability compared to its stronger cousin. When you need curved window frames, decorative trim, or handrails with smooth, crack-free surfaces, 6063 typically delivers better results.
6061 aluminum brings higher strength to the table, making it attractive for structural applications. However, as noted by bending specialists at CMRP, this strength comes with a trade-off: "Its high strength-to-weight ratio often makes it the best choice for structural applications, but it also makes the material extremely hard and brittle and therefore not the easiest of materials to work with when it comes to bending."
The extruded aluminum process creates profiles that inherit these alloy characteristics. A 6063 extrusion will curve more readily than a 6061 extrusion of identical geometry. For aluminium extrusion bending operations requiring tight radii, this difference often determines project feasibility.
Here's where many projects go wrong. Engineers specify an alloy without considering temper—and then wonder why their profiles crack during roll forming. The temper designation (T4, T5, T6) indicates how the aluminum was heat-treated, and this directly affects bendability.
Let's break down what each temper means for your aluminum forming operations:
The Aluminum Association's guidance is clear: "For greater bendability, 6061-T4 or 6063-T4 pipes of the same size should be considered... After bending, the pipes can be strengthened by artificial aging." This approach—forming in a softer temper, then heat-treating for strength—often produces better results than forcing T6 material into shape.
Consider what happened on a real project involving 8" x 4" x 1/4" rectangular aluminum 6061-T6 tubing. When benders attempted to roll these profiles to an 18-foot inside radius, the material failed almost immediately. The solution? Heat treating to reduce hardness before forming. Once annealed, all 52 pieces rolled successfully.
| Alloy-Temper | Formability Rating | Min. Bend Radius Multiplier | Typical Applications | Post-Forming Heat Treatment |
|---|---|---|---|---|
| 6063-T4 | Excellent | 1x thickness | Architectural curves, decorative trim | Can age to T6 for added strength |
| 6063-T5 | Good | 1.5x thickness | Window frames, handrails | Limited improvement available |
| 6063-T6 | Fair | 2-3x thickness | Moderate curves, larger radii | Already at peak strength |
| 6061-T4 | Good | 1.5x thickness | Structural curves requiring strength | Age to T6 for structural applications |
| 6061-T6 | Poor | 3x+ thickness | Large-radius structural bends only | May require annealing before forming |
The minimum bend radius multipliers above represent general guidelines. Your actual achievable radii depend on profile geometry, wall thickness, and forming equipment. Hollow profiles with thin walls require more conservative radii than solid sections.
When working with rolled aluminum sheet or similar flat stock, temper selection follows similar principles. Softer tempers bend more easily, while fully aged conditions resist deformation. The difference with extrusions lies in the geometric complexity—you're bending a shaped profile, not a uniform sheet, so stress concentrations at corners and wall thickness transitions become critical factors.
Sounds complex? Here's the practical takeaway: if your project requires tight curves or complex aluminum profile bending, start your alloy and temper selection conversation early. Specifying T4 temper with post-forming aging capability gives you the best chance of success, while demanding T6 material for tight-radius curves invites cracking and project delays. Understanding these material behaviors prepares you for the next challenge: managing springback and preventing the defects that can derail even well-planned forming operations.

You've selected the right alloy and temper for your curved aluminum extrusion project. Now comes the challenge that frustrates even experienced fabricators: the profile doesn't stay where you bend it. This phenomenon—called springback—is why aluminum bending requires careful compensation strategies and precise tooling adjustments.
Here's what happens every time you roll form an aluminum extrusion: the material stores elastic energy during bending. The moment the profile leaves the rollers, that stored energy pushes the metal back toward its original shape. According to research from Inductaflex, "the amount of springback depends on how much the material stretched (plastic deformation) versus how much it flexed and snapped back (elastic deformation)."
Think of it like bending a spring—release it, and it partially returns. For aluminum roll forming operations, this means you must intentionally over-bend the profile past your target angle, letting springback pull it into the final desired position. The question becomes: how much over-bending is enough?
Several factors influence springback magnitude in bending aluminium extrusion profiles:
If you've worked with steel roll forming, you might expect aluminum to behave similarly. It doesn't. Aluminum has a relatively high ratio between its elasticity and yield strength, meaning it can return farther than steel once the forming force is removed.
This characteristic makes curved aluminum extrusion projects inherently more challenging than equivalent steel work. The compensation techniques that produce accurate steel bends often fall short with aluminum—you'll typically need larger over-bend angles and more precise process control to achieve the same dimensional accuracy.
Modern CNC roll forming machines can help manage this challenge. These systems calculate how much extra angle to apply based on material data and previous production runs. Real-time sensors track radius changes during forming, while adaptive software adjusts parameters on the fly. When paired with test cycles, these automated adjustments remove much of the trial-and-error traditionally required for aluminum roll forming operations.
Beyond springback compensation, successful roll forming aluminum extrusions depends heavily on tooling configuration. Unlike sheet metal roll forming where standard roller sets handle various flat materials, extruded profiles demand custom roller sets that precisely match each profile's cross-sectional geometry.
Why does this matter? The profile's existing features—walls, chambers, flanges, and internal webs—must be supported throughout the bending process. Standard rollers designed for flat stock simply can't provide this support. Each roller station needs tooling that cradles the profile's unique shape while applying bending force at precisely the right locations.
According to roll forming specialists at Fabmann, "it is critical for roll forming suppliers to ensure that the shoulders of the dies are in a straight line for both the upper and lower sections, and that flatness and vertical parallelism of the dies to each other are equally important." This alignment precision becomes even more critical with complex extrusion geometries.
Common defects in roll formed aluminum extrusions—and their prevention strategies—include:
One frequently overlooked defect source is the material itself. As industry experience confirms, residual stresses from the original extrusion process can cause unpredictable forming behavior—one batch may curve perfectly while another twists slightly under identical settings. Experienced operators test material by bending sample pieces before committing to production runs, adjusting tooling based on actual material response rather than theoretical calculations.
The entry guide system deserves particular attention. If the extruded profile can move freely from side to side as it enters the first roller station, camber or twist will likely occur. Mechanically tight entry guides keep the material centered and properly oriented, ensuring consistent results throughout the production run.
Understanding these springback and defect prevention principles prepares you for the next critical decision: determining when roll forming is actually the right choice for your curved aluminum extrusion needs—and when alternative methods might serve you better.
You've mastered the mechanics, selected your alloy, and understand springback compensation. But here's the question that could save you thousands of dollars: is roll forming actually the right choice for your curved aluminum extrusion project? Sometimes it is. Sometimes it isn't. Let's build a decision framework that helps you choose wisely.
Roll forming aluminum extrusions shines in specific scenarios—but it's not a universal solution. Understanding where this process excels helps you avoid forcing a square peg into a round hole.
According to industry comparisons from Roller Die + Forming, roll forming is best suited for medium to high volume production because the process runs continuously and yields consistent profiles. The technique offers several distinct advantages over alternatives:
Stretch forming, by comparison, works better for large-radius architectural curves where surface quality is paramount. The drawing of aluminum through stretch forming applies tension while wrapping the profile around a die, reducing springback and minimizing surface marking. However, it's typically slower and more labor-intensive than roll forming.
Press brake bending offers flexibility for low-volume work and prototyping. You can bend different profiles without changing extensive tooling. But for production quantities, the piece-by-piece approach becomes a bottleneck.
Choosing the right bending method involves balancing several factors simultaneously. The table below compares your primary options for bending aluminum extrusions:
| Process Type | Ideal Volume Range | Achievable Radii | Profile Complexity | Relative Cost Per Part |
|---|---|---|---|---|
| Roll Forming | 500+ pieces | Large to moderate (consistent) | High—handles complex extrusions | Low at volume; high for small runs |
| Section Ring Rolling | 50-500 pieces | Large sweeping curves | Good—works with most profiles | Moderate |
| Rotary Draw Bending | 10-200 pieces | Tight to moderate | Moderate—best for simpler sections | Moderate to high |
| Press Brake Bending | 1-100 pieces | Limited by die availability | Low—struggles with hollow profiles | High per piece; low setup cost |
| Stretch Forming | 1-50 pieces | Very large radii | Moderate—excellent surface quality | Highest per piece |
Notice how volume drives the economics. Roll forming's higher setup costs—custom roller tooling, machine configuration, and test runs—only make sense when amortized across substantial production quantities. For ten curved pieces, you'll pay dearly for that setup. For ten thousand, the per-part cost becomes remarkably competitive.
As noted by Aluminium Bending Specialists, the final use of bent aluminum profiles determines which process is most suitable. Architectural features requiring smooth, continuous curves often favor section ring rolling, while automotive applications needing precise, repeatable bends may prefer draw bending methods.
Here's what most manufacturers won't tell you: roll forming aluminum extrusions has real limitations. Ignoring them leads to failed projects, wasted material, and frustrated customers. Let's address the "when NOT to use" question directly.
Roll forming struggles with:
The drawing of aluminum through alternative processes often makes more sense for these challenging applications. Encapsulation bending, for instance, handles complex, multi-directional bends with minimal distortion—something roll forming simply cannot achieve.
Consider this practical scenario: you need 50 curved aluminum handrail sections with a 12-inch radius. Roll forming could technically accomplish this, but the tooling investment would inflate your per-part cost dramatically. Draw bending delivers the tight radius you need at a fraction of the total project cost for this quantity.
Conversely, imagine producing 5,000 identical curved aluminum extrusion pieces for an automotive application. Roll forming's continuous operation, minimal waste, and consistent output make it the clear winner—no other process matches its efficiency at this scale.
The honest answer? Match your method to your specific requirements. Roll forming excels at what it does well, but forcing it into applications where alternatives perform better wastes time and money. With this decision framework in hand, you're ready to explore what happens after the bending operation—the secondary operations that transform curved profiles into finished components.
Your curved aluminum extrusion has emerged from the roll forming process with the perfect arc. But here's what many project planners overlook: the forming operation is rarely the final step. Transforming that curved profile into a finished component requires a carefully sequenced series of secondary operations—and understanding this complete workflow can mean the difference between on-time delivery and frustrating delays.
Think about what happens after roll forming. You have a beautifully curved aluminum extrusion, but it's still just raw material in terms of end-use readiness. Most extruded aluminum parts require additional fabrication before they're ready for assembly or installation. Cutting to precise lengths, drilling mounting holes, adding threaded inserts, and applying protective finishes—these operations complete the journey from curved profile to functional component.
The sequence of these operations matters significantly. Perform them in the wrong order, and you risk damaging finished surfaces, introducing dimensional errors, or creating rework that doubles your production costs. Experienced manufacturers plan the complete workflow before the extrusion die is even cut, ensuring each operation builds logically toward the finished product.
For applications like extruded aluminum conveyor frames or architectural handrails, the secondary operation requirements are extensive. These extruded metal products don't just need curves—they need precisely located mounting holes, clean cut ends, and durable surface treatments that withstand years of use.
Once roll forming is complete, most curved profiles require precise cutting operations. The choice between sawing and laser cutting depends on your tolerance requirements and profile complexity.
Saw cutting handles most standard requirements efficiently. According to Silver City Aluminum's fabrication specifications, precision saws can hold tight tolerances for pieces ranging from one-quarter of an inch up to 240 inches in length. For curved extrusions, the saw must accommodate the profile's arc while delivering clean, burr-free ends.
Laser cutting offers superior precision for complex end geometries or when mating surfaces require extremely tight tolerances. The non-contact cutting process eliminates mechanical stress that might distort thin-walled curved sections.
Hole punching and CNC drilling present unique challenges on curved profiles. Unlike flat aluminum sheet rolling operations where material lies flat on the machine bed, curved extrusions require specialized fixturing to maintain position during machining. Modern CNC machining centers can handle this complexity—they secure the curved profile at multiple points and interpolate tool paths that follow the arc.
As noted by DEVELOP LLC, high-speed extrusion milling and drilling machines now offer "CNC-compatible systems that deliver tight tolerances and consistent part quality" for aluminum extrusion machining. These systems handle milling, drilling, and tapping operations with precision that manual methods simply cannot match.
De-burring follows any cutting or drilling operation. Every punched hole and sawn edge leaves burrs that can cut hands during handling, interfere with assembly, or trap moisture that leads to corrosion. Vibratory de-burring and tumble de-burring remove these imperfections without damaging or scratching the aluminum surfaces.
Here's a question that catches many engineers off-guard: should you apply surface treatments before or after roll forming? The answer depends on your specific treatment and application requirements.
Anodizing creates a hard, corrosion-resistant oxide layer that becomes integral to the aluminum surface. According to Gabrian's surface finishing comparison, this treatment "enhances resistance to wear and corrosion, increases heat dissipation, and improves glue and primer adhesion." For roll formed profiles, anodizing typically occurs after forming—the bending process could crack or damage a pre-applied anodized layer, especially on tight-radius curves.
Powder coating applies a dry powder that cures into a durable, attractive finish. Unlike painting, no solvents are used, making it an environmentally friendly option. The resulting coating offers excellent durability and comes in virtually unlimited colors and textures. For curved extrusions, powder coating almost always follows forming—applying it beforehand would result in finish damage during the roll forming process.
The timing consideration becomes nuanced with certain applications. Some manufacturers anodize before roll forming when dealing with very large radii where surface stress remains minimal. Others apply base treatments before forming and touch-up coatings afterward. Your surface treatment partner should understand these trade-offs and recommend the optimal sequence for your specific curve geometry and finish requirements.
For most curved aluminum extrusion projects, secondary operations follow a logical sequence that minimizes handling damage and maximizes efficiency:
Each step builds on the previous one. Skipping inspection after forming, for example, risks investing machining time in out-of-spec parts. Drilling holes before cutting to length creates handling challenges and potential damage to finished ends.
The complexity of this workflow explains why many buyers seek manufacturers with comprehensive deep processing capabilities. Coordinating between separate extrusion suppliers, roll forming specialists, machine shops, and finishing houses introduces handoff delays, shipping costs, and quality control challenges.
Manufacturers who handle the complete workflow—from extrusion through roll forming to final finishing—eliminate these coordination headaches. They control quality at every step, optimize sequencing based on actual production conditions, and deliver finished components rather than work-in-progress that requires additional processing.
Shengxin Aluminium exemplifies this integrated approach, offering CNC machining centers for precise cutting, drilling, and bending operations alongside surface treatment options including anodizing and powder coating. This end-to-end capability means your curved aluminum extrusions arrive ready for installation rather than requiring coordination with multiple vendors.
For complex extruded aluminum parts requiring tight tolerances and flawless finishes, this integrated approach often proves more economical than managing separate suppliers—even when individual operation costs appear lower on paper. The hidden costs of coordination, quality issues at handoffs, and extended lead times frequently exceed the apparent savings from supplier shopping.
With secondary operations planned and manufacturing partners selected, the final piece of the puzzle becomes clear: understanding how different industries apply these curved aluminum extrusions, and what unique requirements each sector brings to the table.
Now that you understand the complete manufacturing workflow, let's explore where these curved aluminum extrusions actually end up. Different industries bring vastly different requirements to the table—and understanding these distinctions helps you specify the right alloy, temper, and finish for your specific application.
Walk through any modern urban center, and you'll see roll formed aluminum extrusions everywhere—curved window frames sweeping across building facades, elegant handrails flowing along staircases, and decorative trim defining architectural character. The construction industry represents one of the largest markets for curved aluminum profiles.
According to industry specialists, curved aluminum extrusions are important in building design because architects use them to create unique shapes that make buildings look modern and stylish. These profiles form the frames for large, curved glass walls, allowing more natural light inside while adding distinctive visual appeal.
But here's what separates architectural applications from other sectors: surface finish expectations are extremely demanding. A visible handrail or window frame can't show surface marking, twist, or inconsistent curvature. Every imperfection becomes a permanent feature of the building.
Extruded aluminum panels and curved aluminum extrusions serve different architectural needs—panels provide broad surface coverage for cladding applications, while curved extrusions create the structural framework and decorative elements that define a building's aesthetic identity. Understanding this distinction helps architects and specifiers choose the right product form for each application.
The automotive sector demands something different entirely: structural performance under dynamic loads. As noted by Roller Die + Forming, custom roll forming provides cost-efficiency, precision, and consistently high-quality results that meet the ever-advancing demands of automotive manufacturers.
Curved aluminum extrusions in vehicles serve critical functions—structural rails that absorb crash energy, bumper reinforcements that protect occupants, and interior trim components that contribute to cabin aesthetics. The industry uses aluminum rolls sheet metal for body panels, but roll formed extrusions handle the structural framework where complex cross-sections provide strength-to-weight advantages.
Car makers use curved aluminum extrusions for strong but light parts because weight reduction directly translates to fuel efficiency and improved performance. This makes the material selection even more critical—every gram matters, but so does crash performance and long-term durability.
Industrial applications often fly under the radar, but they represent a substantial market for roll formed aluminum extrusions. Solar panel mounting systems, conveyor frames, equipment housings, and machine guards all benefit from curved aluminum profiles.
These applications typically prioritize function over appearance. A conveyor frame doesn't need a showroom finish—it needs dimensional accuracy, consistent curvature for smooth material flow, and corrosion resistance for harsh manufacturing environments. This shifts the specification emphasis toward mechanical properties and durability rather than cosmetic perfection.
Solar installations present an interesting hybrid case. The mounting frameworks themselves remain largely hidden behind the panels, but they must withstand decades of outdoor exposure while maintaining precise geometry. Rolls of aluminum processed into curved mounting rails create the sweeping arcs needed for tracking systems or curved roof installations.
The extruded aluminum definition encompasses an enormous range of profile geometries and applications. What unites successful curved extrusion projects across all industries is thoughtful alignment between application requirements and manufacturing capabilities.
Architectural projects demand visual perfection but can typically accept moderate tolerances. Automotive applications flip this equation—tolerances must be precise, but hidden structural components needn't be beautiful. Industrial applications often allow the most flexibility in both dimensions, focusing instead on durability and cost-effectiveness.
Understanding where your project falls on these spectrums—and communicating those priorities clearly to your manufacturing partners—sets the stage for successful outcomes. The next section explores how to design extrusion profiles from the outset with roll forming in mind, preventing costly issues before they ever occur.
Here's a truth that most manufacturers learn the hard way: the success of roll forming aluminum extrusions is largely determined before the forming process even begins. It starts at the extrusion die design stage. Yet this critical connection between initial profile design and downstream formability remains one of the industry's best-kept secrets—overlooked by engineers who focus solely on the profile's primary function without considering what happens when that profile needs to curve.
Imagine designing a beautiful aluminum extrusion that meets every structural and aesthetic requirement—only to discover it cracks, twists, or collapses the moment you try to roll it into a curve. This scenario plays out regularly when profile designers don't anticipate secondary forming operations.
The relationship between die design and roll formability is direct and unforgiving. Every decision made during the extrusion die development phase—wall placement, thickness distribution, internal web positioning—creates consequences that manifest during roll forming. Understanding these connections transforms your approach from reactive problem-solving to proactive design optimization.
When you roll aluminum through forming stations, the profile experiences complex stress patterns. The outside of the curve stretches while the inside compresses. Internal features either support this deformation or fight against it. Profiles designed without this understanding become expensive lessons in manufacturing physics.
Consider how rolled aluminum behaves differently based on its geometry. A symmetric profile distributes bending stresses evenly across its cross-section, resulting in predictable, uniform curvature. An asymmetric profile, by contrast, experiences unbalanced forces that cause twist, distortion, or unpredictable springback behavior.
The best roll forming results come from profiles designed with the secondary forming operation in mind from the start. Retrofitting formability into an existing design is always more expensive and less effective than building it in from day one.
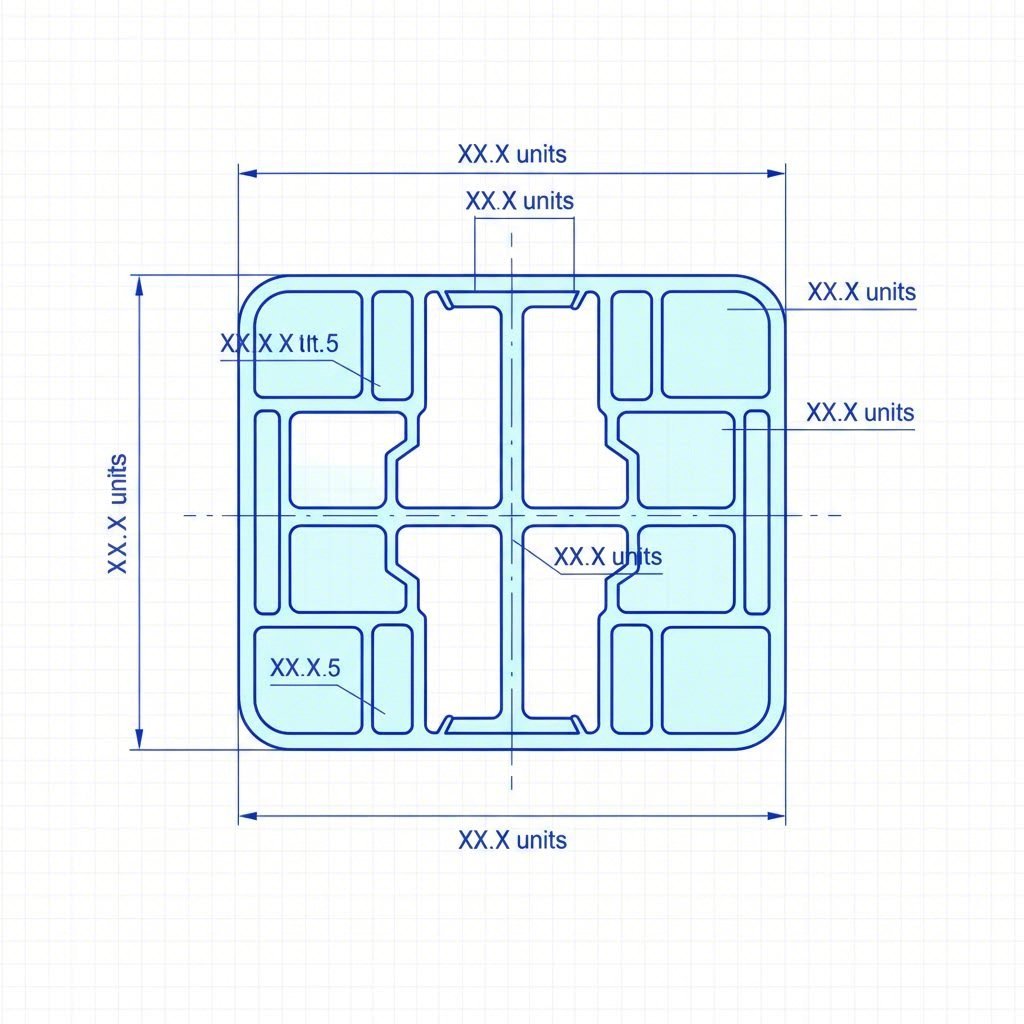
Wall thickness consistency ranks among the most critical design factors for roll formable profiles. When wall thicknesses vary significantly across a profile's cross-section, problems multiply during the forming process.
Here's why: different wall thicknesses respond to bending forces at different rates. A thick wall section resists deformation while an adjacent thin wall bends readily. This mismatch creates internal stresses that twist the profile, distort its geometry, or cause localized buckling in the thinner sections.
According to curved aluminum extrusion specialists, the minimum bending radius varies according to the thickness of the aluminum extrusion—as thickness increases, so does the minimum bending ratio. For profiles with varying wall thicknesses, you must design around the constraints imposed by the thinnest section while accounting for the resistance created by thicker areas.
Practical wall thickness guidelines for roll formable profiles include:
Symmetry considerations extend beyond simple visual balance. A profile that appears symmetric may still have asymmetric stress distributions during roll forming if internal features aren't positioned thoughtfully. The goal is mechanical symmetry—ensuring that bending forces create equal and opposite reactions across the profile's centerline.
When working with roll of aluminum sheet metal for flat products, thickness consistency comes automatically. But extruded profiles offer designers tremendous freedom to vary wall thicknesses—freedom that becomes a liability when roll forming requirements aren't considered upfront.
Internal webs—the structural elements that connect outer walls within hollow extrusions—serve dual purposes during roll forming. They provide structural rigidity for the finished product, but they also support outer walls against collapse during the bending process itself.
Position internal webs strategically to prevent wall collapse on the compression side of bends. When an aluminum rolls through forming stations, the inner curve experiences compressive forces that want to buckle thin outer walls inward. Well-placed internal webs resist this buckling, maintaining profile geometry throughout the forming process.
Key principles for internal web design include:
The alu roller sets used in forming must work with your profile's internal structure, not against it. Custom roller tooling can support external surfaces, but only internal webs can prevent collapse from within. This makes web positioning a design decision with direct manufacturing consequences.
Every roll formable profile has limits—minimum radii below which defects become inevitable. Understanding these limits during design prevents specifications that manufacturing simply cannot meet.
General guidelines for minimum bend radii relate directly to profile dimensions:
| Profile Characteristic | Minimum Bend Radius Guideline | Notes |
|---|---|---|
| Solid rectangular sections | 2-3x section height | Height measured perpendicular to bend axis |
| Hollow rectangular profiles | 4-6x section height | Thin walls require larger radii |
| Round tubes | 2-4x outside diameter | Wall thickness significantly affects minimum radius |
| Complex multi-chamber profiles | 6-10x maximum dimension | Conservative approach recommended for complex geometries |
These guidelines represent starting points, not guarantees. Actual achievable radii depend on alloy selection, temper condition, wall thickness distribution, and the specific roll forming equipment available. Always consult with your manufacturing partner early in the design process to validate that your radius requirements are achievable with your proposed profile geometry.
As noted by forming specialists, during the bending process of aluminum material, expansion occurs on the outside surface and compression on the inside—the bending radius on the inside and outside of the aluminum extrusion are of different sizes. This differential creates the stress patterns that drive all formability constraints.
Rolled sheet aluminum products face similar radius limitations, but the consistent thickness and lack of internal features make their behavior more predictable. Extruded profiles introduce geometric variables that demand more conservative radius specifications and closer collaboration between designers and fabricators.
The most successful roll formed extrusion projects share a common characteristic: early collaboration between product designers and manufacturing partners. Waiting until after die development to discuss formability requirements guarantees compromise—either in product performance or manufacturing cost.
Early engagement allows your extrusion partner to suggest design modifications that dramatically improve formability without sacrificing primary function. A slight adjustment to wall thickness ratios, a repositioned internal web, or a modified corner radius can transform a marginally formable profile into one that rolls consistently and defect-free.
This collaborative approach requires working with manufacturers who understand both extrusion and downstream forming operations. Many extrusion suppliers lack roll forming expertise; many roll forming shops don't understand extrusion constraints. Finding a partner with end-to-end capabilities bridges this knowledge gap.
Shengxin Aluminium provides exactly this integrated support—from die development through mass production, their technical teams advise on profile design for downstream forming operations. With 35 extrusion presses ranging from 600T to 5500T, they produce profiles optimized for roll forming across an enormous range of sizes and complexities.
When you engage manufacturing expertise early, you gain access to institutional knowledge accumulated across thousands of projects. Your partner can identify potential formability issues before they become expensive problems, suggest proven design approaches for similar applications, and validate that your specifications are achievable with available equipment and processes.
The investment in early collaboration pays dividends throughout the project lifecycle. Profiles designed for formability require less trial-and-error during production setup, produce fewer defects during manufacturing runs, and deliver more consistent quality in finished components. These benefits compound across production volumes—what seems like a minor design improvement translates to significant cost savings at scale.
Roll forming aluminum extrusions successfully isn't about forcing any profile through any forming process. It's about thoughtful design that anticipates manufacturing realities, material selection that matches application requirements, and partnerships that bring expertise to every stage of the journey from concept to curved component.
Roll forming and aluminum extrusion are two distinct processes that work together in curved profile manufacturing. Extrusion pushes heated aluminum through a die to create complex cross-sectional shapes like tubes, channels, and multi-chambered profiles. Roll forming is a secondary operation that curves already-extruded profiles along their length using progressive roller stations. While extrusion determines the profile's cross-section, roll forming adds longitudinal curvature. Manufacturers often combine both processes to create components impossible to achieve through either method alone, such as curved architectural frames or automotive structural rails.
Roll forming aluminum extrusions combines benefits from both processes. The extrusion phase delivers complex cross-sectional geometries including hollow chambers, varying wall thicknesses, and integrated features. The subsequent roll forming operation adds consistent curvature for architectural arcs, transportation components, and industrial applications. Compared to using roll forming on flat sheet metal, this hybrid approach produces curved profiles with structural complexity that sheet-based forming cannot achieve. For high-volume production of curved components, this combination offers cost efficiency, dimensional consistency, and design flexibility that single-process methods cannot match.
Selection depends on volume, radius requirements, and profile complexity. Roll forming excels for 500+ pieces requiring consistent, large-to-moderate radii on complex extrusion profiles. Stretch forming suits large-radius architectural curves prioritizing surface quality in quantities under 50 pieces. Rotary draw bending handles tight radii for 10-200 pieces but works best with simpler sections. Press brake bending offers flexibility for prototypes and low volumes. Roll forming struggles with very tight radii, variable-radius curves, and profiles with asymmetric wall thicknesses. Matching your specific requirements to each process's strengths prevents costly manufacturing failures.
For roll forming aluminum extrusions, 6063 alloy is preferred for architectural applications due to excellent formability and superior surface finish. Its lower strength compared to 6061 allows tighter bend radii without cracking. 6061 offers higher structural strength but requires more careful processing and larger minimum radii. Temper selection is equally critical: T4 temper provides maximum ductility for tight curves with post-forming aging capability, T5 offers moderate formability, while T6's peak strength severely limits bendability. For projects requiring tight radii, specifying T4 temper with subsequent heat treatment often produces better results than forcing T6 material into shape.
Roll forming aluminum extrusions involves significant upfront costs for custom roller tooling that precisely matches your profile geometry, machine setup, and test runs. These fixed costs make small quantities expensive per piece. However, for volumes exceeding 500 pieces, the continuous production process dramatically reduces per-part costs compared to alternatives like stretch forming or rotary draw bending. Working with integrated manufacturers like Shengxin Aluminium who handle extrusion through roll forming to finishing eliminates coordination costs between multiple suppliers. The total project cost depends on alloy selection, profile complexity, secondary operations required, and surface treatment specifications.




 Servicio en línea
Servicio en línea 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 español
español English
English français
français Deutsch
Deutsch русский
русский português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська










